


冲压6.3毫米Q235冷拔料和45钢冲孔冲针用DC53崩裂,试8566模具钢【第888篇】
老板咨询,冲压6.35毫米的Q235冷拔材料,平片连接片产品,要冲压直径14.65的两个圆孔。
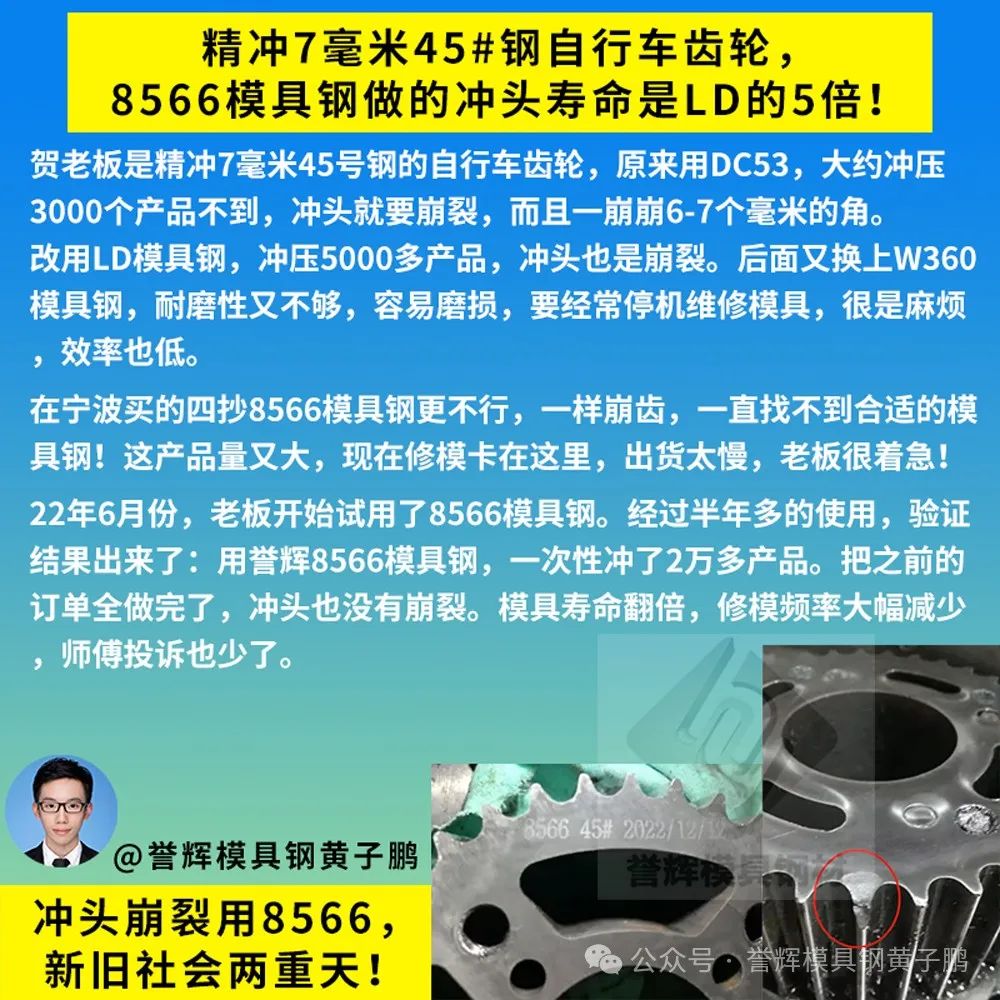
目前冲头用DC53模具钢,硬度HRC55-58,只能做3000-4000个就出现毛刺,而且很容易崩冲头。还有冲压类似的45钢产品也是一样的问题。不知道还有什么模具钢推荐使用?【誉辉模具钢黄子鹏日记第888篇】
看了老板发来的产品图片,一方面是连接片圆弧和直边过渡的地方容易拉起毛边,是落料冲头磨损了。另一方面是,冲孔冲针头部崩缺的很多,基本都裂一半出来。后面老板补充说明,DC53冲头硬度只有HRC52左右。
厚板冲压模具,对模具钢的硬度也是有要求的。模具硬度做HRC55以上,是正常的。如果只有HRC52的硬度,那就做太低了,冲头的刃口边缘容易磨损和压变形,产品很快冲不干净,如果不及时修理,就容易把冲头拉断。
落料冲头磨损的,建议老板把冲头硬度做高一些,自然可以解决毛刺大的问题。
冲孔冲针崩缺掉块严重,推荐老板用韧性更好的8566防崩模具钢。
之前有一位湖北老板,要在8毫米的Q235板上冲压直径14.5的孔。之前是按普通工艺冲出的,间隙1.5毫米,冲的孔上下是个喇叭口,冲针和下模刀口用Cr12MoV是可以正常生产的。
后面要求上下孔径要保持一致,公差范围控制在0.3毫米内,冲压间隙调整为25丝。结果冲针用Cr12MoV的时候,冲第一下就直接拉断了。后面就是改用8566模具钢,冲压3万次也没有出现崩缺的问题。
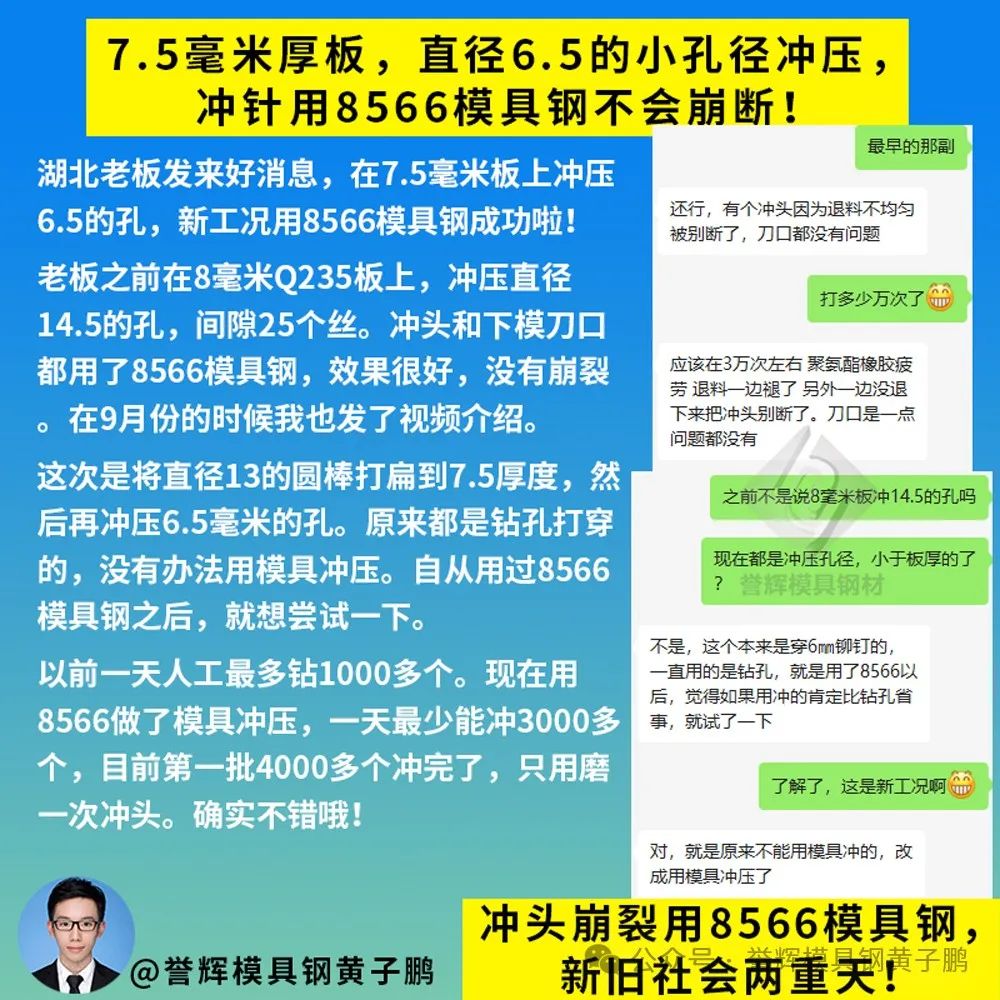
又过了一段时间,老板有一个新的工况,他是先将直径13的圆棒打扁到7.5厚度,然后冲压直径6.5的孔,冲压孔径比材料厚度还要小。原来试过用模具冲压,但是冲头都有很快断裂的问题,所以是用人工钻孔打穿的,一天最多钻1000多件。
自从用过8566模具钢之后,感觉韧性很好,因此也做了2只冲针用来尝试。没想到一天可以冲3000多次,也不会断冲针,两天可以做完以前一个星期的活了,效果非常好。
8566模具钢是我们誉辉模具钢的专有产品。他的韧性是高速钢SKH-51的4倍,D2的2倍,使用硬度有HRC58-60。他可以解决用Cr12MoV、DC53、高速钢SKH-51等高硬度模具钢遇到的模具崩裂问题,并且成倍的提高使用寿命。
特别是在厚板冲压、小孔径冲压、冲头厚度小于板厚的窄边冲压、精冲模具等等残酷工况,誉辉8566模具钢已经有很多成功案例。现在已经有华为、方太、松下等全球一线品牌,及一大批国内外名企在用。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我已经发布了376场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
屏幕前的老板如果也有类似的冲压6.3毫米Q235冷拔料和45钢冲孔冲针用DC53崩裂工况,也可以来誉辉模具钢黄子鹏尝试一下。