

-

冲压1.8毫米冷轧板齿波盘DC53齿形凸模崩角,试试电渣锻打DC53好【第1300篇】
感谢我们中山老板再次定做电渣锻打DC53模具钢,用于齿波盘冷轧板冲压模具的凸模使用。中山冲压1.8毫米冷轧板,冲头是齿轮外形的,现在用中山本地买的DC53,热处理有做深冷,订货硬度是HRC58-62。主要问题是冲头会有点崩角,崩缺高度在0.5-1毫米,导致经常要修模刀口。他从网上看到我们誉辉的电渣锻打DC53的应用案例,所以也想买一点尝试,会不会比他们本地的DC53好用。【誉辉模具钢黄子鹏日记第1300篇】
넶3 2026-07-14 -
复合模具冲压3.5厚SUS304不锈钢,DC53、SKH51、DRM3、PM23怎么选【第1290篇】
湖南老板咨询,冲压3.5毫米SUS304不锈钢,准备开复合模具下料,不知道模具钢该怎么选择?湖南老板公司实力比较强,做半导体相关行业,对产品光洁度要求是很高的。之前他是冲压3毫米不锈钢,用的都是进口的DC53、SKH-51高速钢、DRM3、PM23粉末高速钢、ASP粉末高速钢,全部都是进口模具钢,模具有时候塌角、有时候崩刀。【誉辉模具钢黄子鹏日记第1290篇】
넶5 2026-07-03 -
1.8毫米不锈钢线材90度折弯成型用DC53模具塌边,试试SKH55高速钢【第1285篇】
浙江老板咨询,他是加工直径1.8毫米的不锈钢线材,做90度折弯成型出直角,现在成型模具用Cr12MoV和DC53,硬度HRC62左右,工作一天时间,模具直边就压出缺口了。一开始还挺好用的,时间长了烂口就变形严重,搞得他很崩溃。所以想来了解有什么合适的模具钢推荐?这是典型的模具强度不够,导致的压塌。如果要定做的话,可以用我们誉辉PM4或者PM30粉末高速钢。【誉辉模具钢黄子鹏日记第1285篇】
넶5 2026-06-27 -

级进模冲压0.5毫米不锈钢Cr12MoV刀口磨损快,试试DC53和SKH51【第1278篇】
做模具钢销售最开心的事情有两个,一个是客户反馈用的很好,另一个是客户帮我做转介绍。江苏老板是做级进模冲压0.3-0.5毫米不锈钢,每分钟冲速50次,原来的模具刀口用Cr12MoV,容易磨损,所以想来了解有什么模具钢耐用。这是典型的薄板冲压模具,主要对耐磨性有要求。我推荐江苏老板用高硬度的DC53模具钢和电渣高速钢SKH-51。【誉辉模具钢黄子鹏日记第1278篇】
넶7 2026-06-17 -
冲压1.2毫米镀锌板DC53冲头R角磨损快,试试高硬度的电渣锻打DC53【第1268篇】
感谢浙江老板再次采购电渣锻打DC53,用于冲压镀锌板和不锈钢的冲头的使用。去年,浙江老板来找我聊天。他说,感觉外面卖的DC53不耐用,虽然价格便宜只要40多一公斤,但硬度只有HRC58左右,很快就磨损没了,不够硬。现在他有一个冲压镀锌板的冲头,是一个叉形状的,有1.5*1.5的小窄边。用普通DC53不够用,偶尔有崩角的情况。如果换成SKH-9高速钢,硬度HRC62,又担心会崩角。所以来咨询我有什么好的推荐。【誉辉模具钢黄子鹏日记第1268篇】
넶13 2026-06-04 -
产品对粗糙度和毛刺要求高,冲切模具用电渣锻打DC53杂质少更耐磨【第1257篇】
天津老板说,原来DC53模具钢也分不同档次,你们誉辉的电渣锻打DC53做冲切模具确实不错。今年年初天津老板问我,有没有提纯过的DC53,是不是精炼工艺做的,要好的DC53。了解后得知,本来他客户就在用DC53做模具。因为客户对粗糙度和毛刺要求比较高,产品一点毛刺都不能有。所以冲头磨面翻新后,需要用电镜检查,如果刃口有杂质就不能用了,免得冲出来都是废品。【誉辉模具钢黄子鹏日记第1257篇】
넶14 2026-05-20 -
冲压0.6-1毫米不锈钢圆片下料DC53刀口磨损快,试试电渣锻打DC53【第1237篇】
广东老板咨询,他是冲压0.6-1毫米不锈钢薄板,圆片下料之后拉伸的。现在下料模用DC53和SKD11,硬度HRC58-60,产品容易出毛刺,做一点就得修刀口,好像做一段时间模具间隙会变大,一个班要修3次模具。现在真的不想要修模了,搞得太头疼,想来了解有什么耐用的模具钢推荐。因为这个产品目测也不小,有手掌大,有直径100多的。如果模具预算不高的,推荐老板使用我们誉辉的电渣锻打DC53。【誉辉模具钢黄子鹏日记第1237篇】
넶21 2026-04-24 -
冲压0.5-3毫米不锈钢软态垫片Cr12MoV下模不耐磨,试试DC53和PM4【第1216篇】
温州老板咨询,他是冲压0.5毫米-3毫米的304不锈钢软态,垫片产品,一天要冲6万件左右的。现在下模用Cr12MoV做,自己热处理,感觉不耐磨,每天要磨好几次刀口。不知道有什么模具钢推荐使用?如果模具冲压速度不快的,每分钟就冲几十下,那用DC53模具钢也足够了。前两天我们河北赵老板打电话来说,誉辉DC53确实好用。今年1月的时候,他定做了2件300*300*25的电渣锻打DC53,用来冲压0.5毫米不锈钢的大圆片,能做10万冲次,比他当地买的模具钢耐用多了。如果你的冲速开的比较快,有100-200次每分钟的,想要通过少修模、提高生产效率,要向上提高企业竞争力的,那我就建议你用誉辉PM4粉末高速钢。【誉辉模具钢黄子鹏日记第1216篇】
넶26 2026-03-27 -
冲压0.5毫米不锈铁成型和落料模具,用Cr12MoV还是DC53模具钢好【第1210篇】
河北赵老板来咨询,他要冲压0.5毫米不锈铁,做成型和落料,模具尺寸比较大的,要用什么模具钢耐磨性好?我回复他,不锈铁一般是指430不锈铁、2Cr13不锈铁这类马氏体不锈钢。如果是退火态的,做软料薄板冲压,用正常的冷冲压模具钢就可以了,比如Cr12MoV,DC53模具钢等等的,模具硬度有HRC58以上,就够用了。后来河北老板问我,用Cr12MoV和DC53模具钢,大概能冲多少冲次。【誉辉模具钢黄子鹏日记第1210篇】
넶25 2026-03-21 -
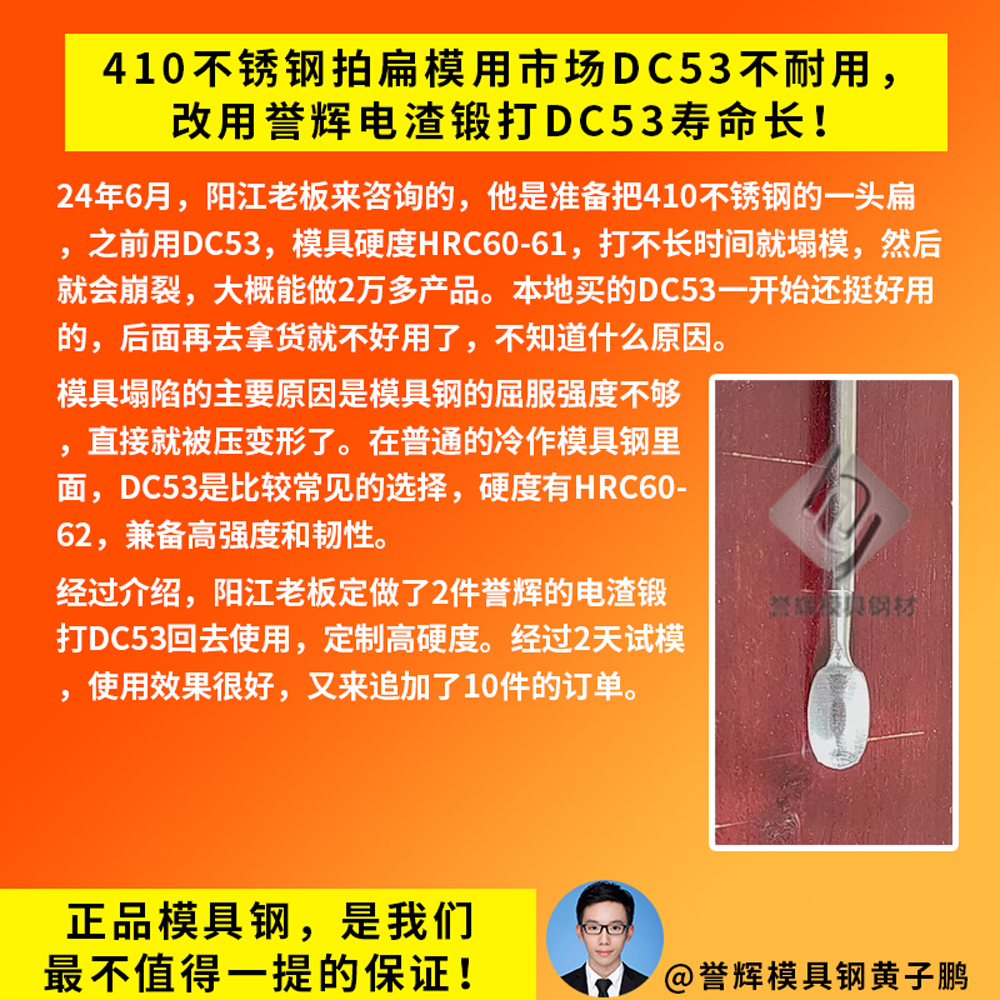
410不锈钢圆棒压扁成型模具用DC53塌陷开裂,改用电渣锻打DC53好【第1208篇】
感谢我们广东梁老板,再次采购电渣锻打DC53,用于不锈钢圆棒压扁成型模具。广东梁老板是24年6月来咨询的。他当时是来问,8503模具钢什么价格。后来老板发来模具图片,是要将圆棒的一端拍扁。之前他的模具是用DC53做的,容易塌边,有时又会打裂。一开始买的DC53还能做2万多产品,后面买的就很不耐用了,不同批次的模具钢寿命差很多,所以老板想问有什么耐用的模具钢推荐。【誉辉模具钢黄子鹏日记第1208篇】
넶26 2026-03-19







- 2026-01-20
- 2025-02-02
- 2025-02-07
- 2025-10-26
- 2026-03-17
- 2025-11-22

-

一次性冲多个孔的皮革冲压用的小冲针用DC53,耐磨性和韧性怎么样【第911篇】
今天有个做加工的老板咨询我,有没有小直径的DC53圆棒?他们是做一种皮革冲压的小冲针,想要推荐合适的冲压模具钢。一次性要冲压很多个孔,现在他们在用DC53模具钢做的冲孔冲针,使用硬度HRC58-60。经过一番讨论,老板还是决定继续用DC53做冲针。DC53的韧性是SKD11的2倍,硬度高耐磨性好,DC53在常规五金冲压模具里非常实用。【誉辉模具钢黄子鹏日记第911篇】
-
冲压6毫米A3和Q235钢板用Cr12MoV有崩角和下陷塌边,试试DC53更好【第886篇】
早上老板打电话来,想了解DC53模具钢,要数字化的比较。他是冲压6毫米A3和Q235钢板,目前用Cr12MoV,有时候有崩角,或者有些陷下去了,就是塌角了。因为他原来用的是Cr12MoV,材料价格很便宜,如果预算不多的,用DC53是一个性价比高的选择。DC53韧性是Cr12MoV的两倍。DC53使用硬度也有HRC58~62,高硬度兼备韧性。五金冲压模具用DC53寿命比Cr12MoV长。【誉辉模具钢黄子鹏日记第886篇】
-
冲压1.5毫米304不锈钢DC53下刀口冲2万次磨损,试试电渣锻打DC53【第876篇】
今天早上接到老板电话,问我,冲压1毫米-1.5毫米的304不锈钢软态,就是普通冲压的工况,目前用DC53,冲1-2万次刀口就钝了,也有崩角的,还有更耐磨的模具钢推荐吗?304不锈钢冲压模具推荐用DC53耐磨性好。DC53硬度HRC60-62。誉辉电渣锻打DC53模具钢是定制品寿命比同行DC53翻倍。【誉辉模具钢黄子鹏日记第876篇】
-
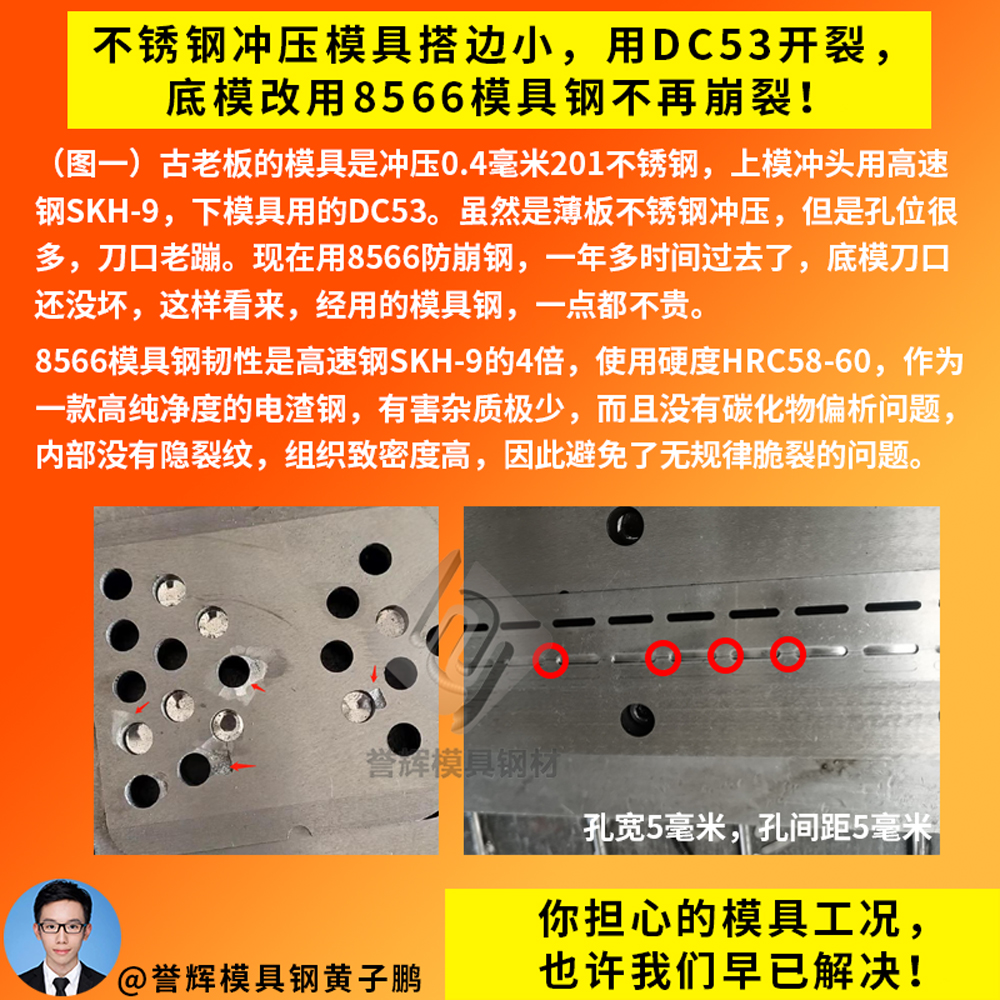
2毫米铁板冲孔底模搭边2.6毫米壁薄用Cr12MoV易开裂,试试DC53和8566模具钢【第860篇】
老板咨询,冲孔模具底模,有什么模具钢推荐吗?是冲压2毫米的普通冷轧板,冲孔宽度6毫米,但是腰孔到模具边缘的壁厚只有2.6毫米了。现在用的是Cr12和Cr12MoV模具钢,叫热处理厂按照常规热处理的,一直遇到了开裂的问题。窄边冲压模具用Cr12MoV容易开裂,可以考虑高韧性DC53和8566模具钢。DC53的韧性是Cr12MoV的2倍。有预算的冲压模具用8566模具钢效果更好。【誉辉模具钢黄子鹏日记第860篇】
-
冲压1.5毫米不锈钢冲切圆弧模具,比Cr12MoV更耐磨的可以选DC53【第862篇】
老板咨询,冲压1.5毫米不锈钢,有什么模具钢推荐?是给方条切个圆弧,能冲个2万左右就可以验收了,后期可以接受换零件。想用好点材料,不想用MoV料了。推荐他用高硬度、高耐磨性的DC53模具钢。DC53的耐磨性是Cr12MoV的3-6倍。DC53用于五金冲压模具寿命长。DC53用于不锈钢冲压耐磨性好不粘料。【誉辉模具钢黄子鹏日记第862篇】
-
2毫米65锰钢软料冲压DC53模具R角磨损拉起毛刺,试试电渣锻打DC53【第848篇】
老板咨询,2毫米65锰钢软料冲压,产品是一个圆环,有2毫米的突出窄边条。目前用DC53,硬度HRC58-60,模具寿命不稳定,有时候只能做几千,有的时候可以做2万多,主要是突出的R角磨损了。后面也用过高速钢SKH-9,也是不稳定。



