


一步精冲6毫米SAPH440冲头用Caldie崩角,试试8566模具钢韧性更好【第1101篇】
湖北老板咨询,他是一步精冲6毫米SAPH440铁料,冲头用一胜百的卡带,硬度HRC59-61,大概冲2万多次,有个尖角就开始崩口了。供应商那边是建议他,冲头补焊之后再接着用。
底模目前用Cr12MoV+表面氮化处理,工作久了会出现粘料刮花的现象。所以想来了解,有什么更好的模具钢推荐?【誉辉模具钢黄子鹏日记第1101篇】
SAPH440是一款冷成形高屈服强度钢,抗拉强度大于440MPa,他的合金成分为低碳高锰合金钢,碳含量0.2%以内,锰含量1.5%以内,再添加了微量铝元素来细化晶粒,增加强度,更好做精冲成形。SAPH440用在汽车结构件,刹车系统零件(比如钢背、齿板),等等比较常见。
精冲模具采用了挤压+剪切工艺成型,刃口边缘要承受很大压力,对模具钢的强度和韧性要求很高。
一胜百的卡带,实际是指Caldie模具钢,他的合金成分为Cr5Mo2.3V0.5,碳含量0.7%。Caldie高温回火后硬度有HRC60以上,有高硬度,抗崩角性能比铬含量12%的D2类型铬钢更好,也可以做PVD涂层处理,综合性能挺好的,所以很多做精冲模具的老板在用。
后面老板发来了模具图纸,冲头大部分都是大圆角和直边,只有2个槽位附近有R角,估计就是这里打崩了。6毫米SAPH440高强度钢精冲模具,冲头有崩裂问题的,我还是建议老板改用誉辉8566模具钢。
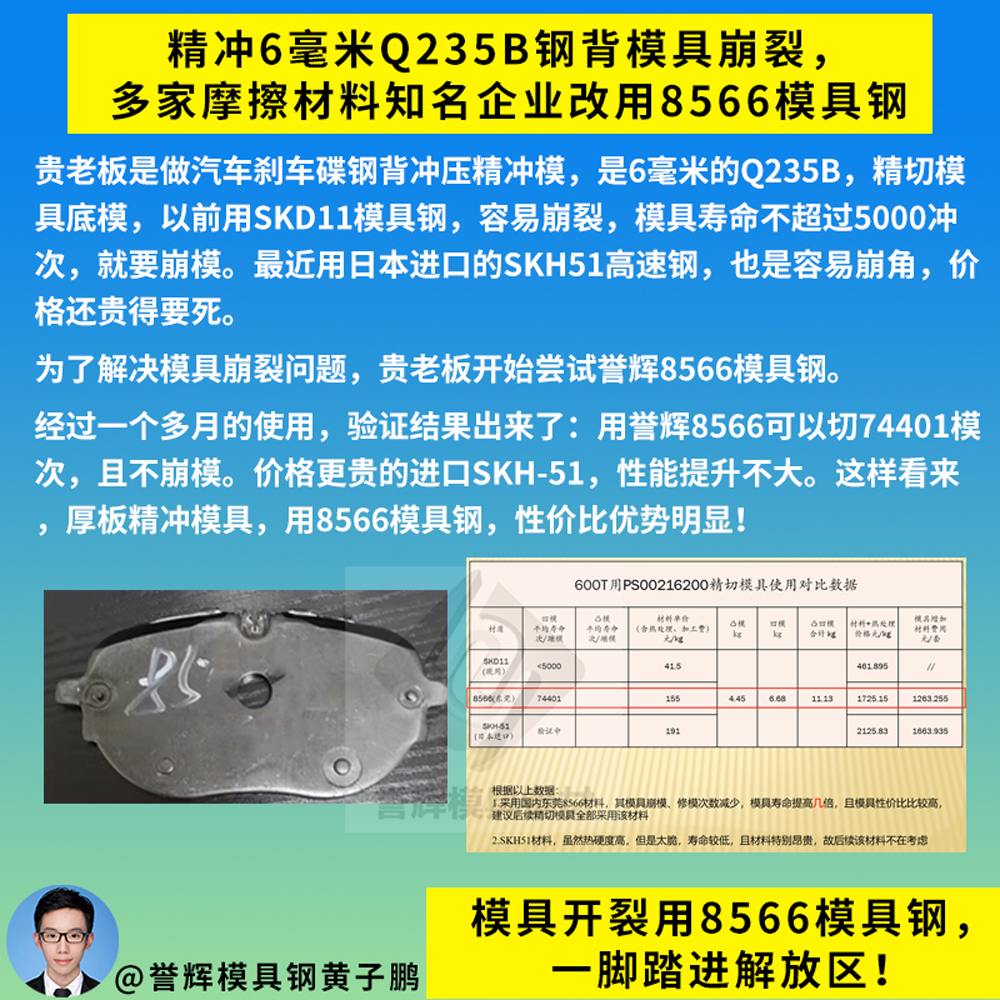
我们珠海专做摩擦材料的外企老板,他是精冲6毫米Q235B刹车碟钢背,模具底模经常有崩口的现象。之前他用SKD11模具钢,模具寿命不超过5000次。后来改用日本进口SKH-51高速钢,材料单价也快200块每公斤,同样是有崩角的现象。
2021年,珠海老板为了解决精冲模具崩裂问题,开始改用誉辉8566模具钢。经过一个多月的使用,验证结果出来了,誉辉8566可以切74401模次,都没有出现崩模的问题,寿命提高10几倍,而且价格比进口高速钢还便宜点,性价比优势明显。
外企的工作流程还挺严谨的,当时他们还专门写了一个PPT汇报,怎么买材料和热处理,怎么加工,怎么优化生产工艺,把这些经验都总结下来。
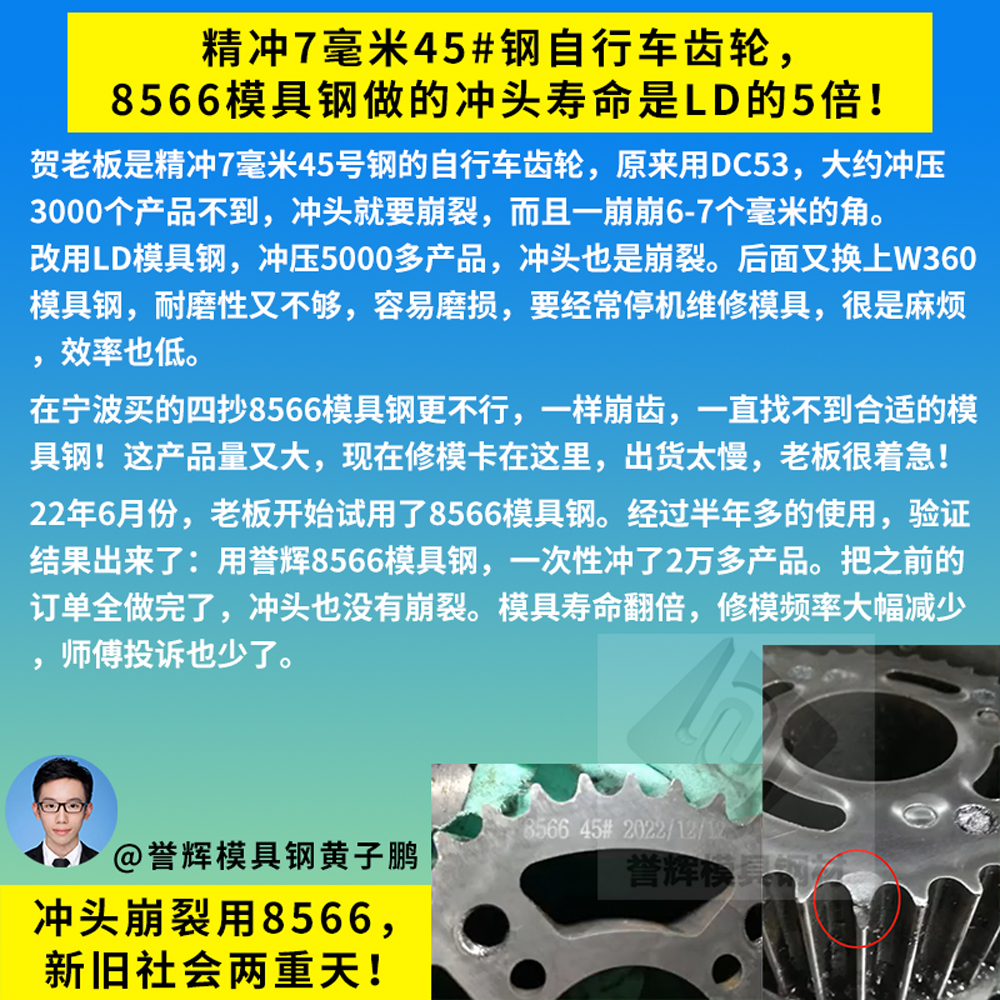
还有我们浙江贺老板,他是精冲冲压7毫米45号钢,齿轮牙盘产品。之前用DC53的时候,大概冲压3000多产品,冲头尖齿处要崩掉5-6毫米。后来改成国产LD模具钢,模具硬度降低到HRC58,打到5000件的时候,依然有小崩口的问题。要拿去线切割修复,又费钱,又麻烦。
在22年6月,贺老板开始使用誉辉8566模具钢,一次性冲压2万多产品,把之前的订单全做完了,冲头都没有崩裂的问题,完全是新旧社会两重天的效果!
8566模具钢的韧性是高速钢SKH-9的4倍,D2的2倍,使用硬度有HRC58-60。8566模具钢可以用来解决Cr12MoV、DC53、高速钢SKH-9等等高硬度模具钢遇到的冲头崩裂问题,并且成倍的提高模具寿命,目前我们也已经分享了过千个成功案例。
至于底模用Cr12MoV粘料拉毛的问题,这是正常的,用到一定时间后就会这样。氮化完后模具表面硬度有HRC60多,不算很高。
如果还想继续提高寿命,可以考虑用工具钢+TD处理,表面硬度会更高,抗粘连效果比氮化更好。当然了,TD处理需要做高温淬火,模具变形会比较严重。
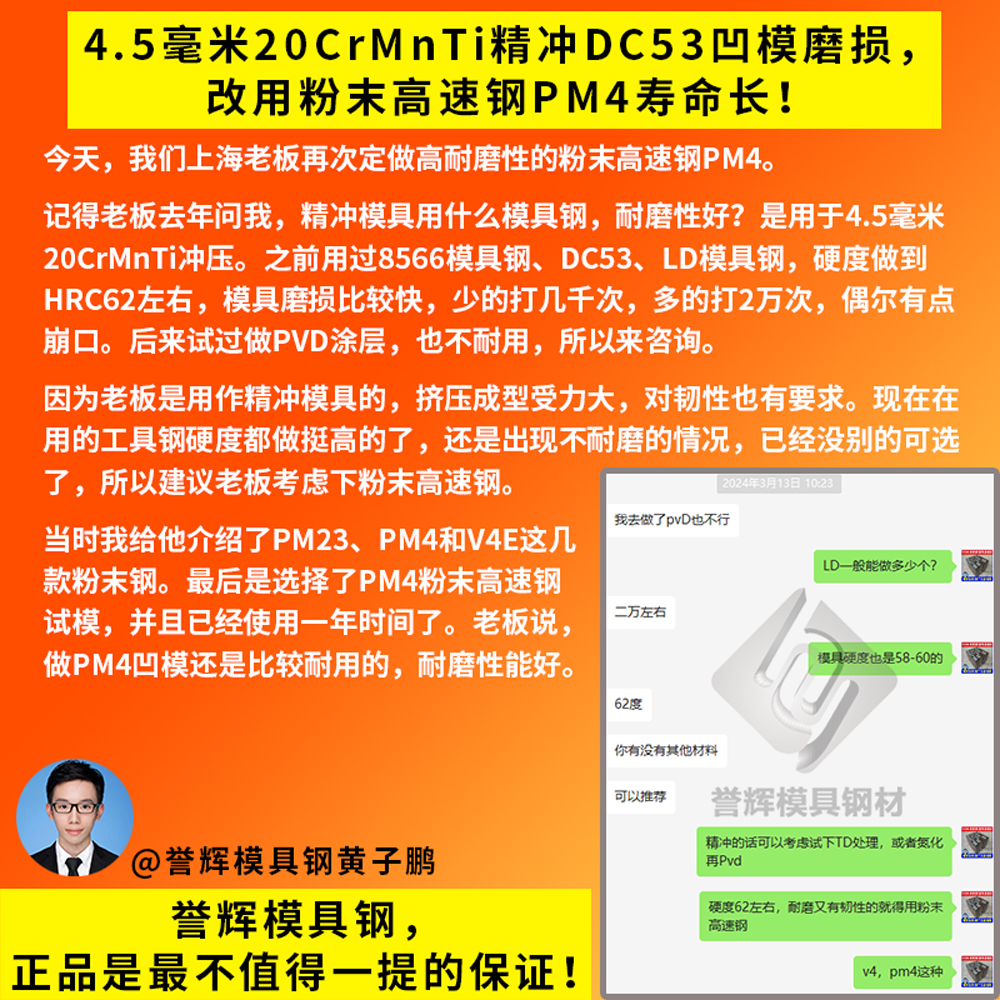
如果要求模具涂层变形小的,也可以用粉末高速钢+PVD处理,强度更高,也抗刮花。我们上海老板,精冲4.5毫米20CrMnTi,凹模用DC53、LD模具钢,硬度HRC62左右,打2万次磨损,感觉不耐用,后面就换成PM4粉末高速钢来做了。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我发布了407场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
这是我的第1101篇模具钢日记,我已经连续5年在国内和国外的网站上分享我的工作日常。这也是向我的客户表决心,我每天都在正心正念的销售模具钢材,我没有跑路,也绝对不会销售假冒伪劣材料给他,请你放心。
屏幕前的老板如果也有遇到类似的一步精冲6毫米SAPH440冲头用Caldie崩角工况,欢迎你来誉辉模具钢黄子鹏尝试一下。