


冲压1.5厚201不锈钢孔径3.4冲头用DC53和ASP30崩角,试8566模具钢【第757篇】
老板咨询,冲压1.5毫米201不锈钢,材料硬度HRC26以内,一次性冲4个孔,孔径是直径3.4的,冲头老蹦角。目前用过DC53,几千次就出现崩裂或者断裂,最好的情况冲1万次。
别人都跟我说ASP粉末钢好,现在换上了粉末高速钢ASP30,感觉还没DC53做TD处理耐用。想来了解一下还有什么模具钢合适?【誉辉模具钢黄子鹏日记第757篇】
这是薄板不锈钢冲压的工况,被冲材硬度也不算很高,正常是要用DC53。现在只能冲不到1万次就产生崩裂,寿命明显短了。
特别是老板的冲针还做过TD处理。TD处理是表面热扩散处理,只适合工具钢来做。
TD处理表面会形成高硬度的碳化钒组织覆层,有助于提高模具的耐磨性和表面光洁度,做摩擦严重的拉伸模具经常会用到。
无论是哪一种表面覆层和涂层处理,都没有办法改变模具芯部的组织。用表面处理改善冲针的冲击韧性,是不切实际、没什么用的做法。
只要模具钢本身是有缺陷的,有碳化物偏析问题的,模具钢的冲击韧性不够,冲针会在表面没有任何磨损的情况下,内部产生崩裂。
ASP是粉末高速钢的代名词。粉末钢经过雾化成型,碳化物颗粒细小,没有偏析,因此就算是相同成分的高速钢,经过粉末成型后,抗崩裂性能大幅提升。
ASP30是含钴粉末高速钢,使用硬度有HRC65-57,抗压强度高,耐热性能和耐磨性好,特别是用于1毫米以下的有硬度的材料冲压,ASP30的刀口不容易塌角,特别耐用。如果用在2毫米左右的不锈钢冲压,ASP30的性能不是特别匹配。
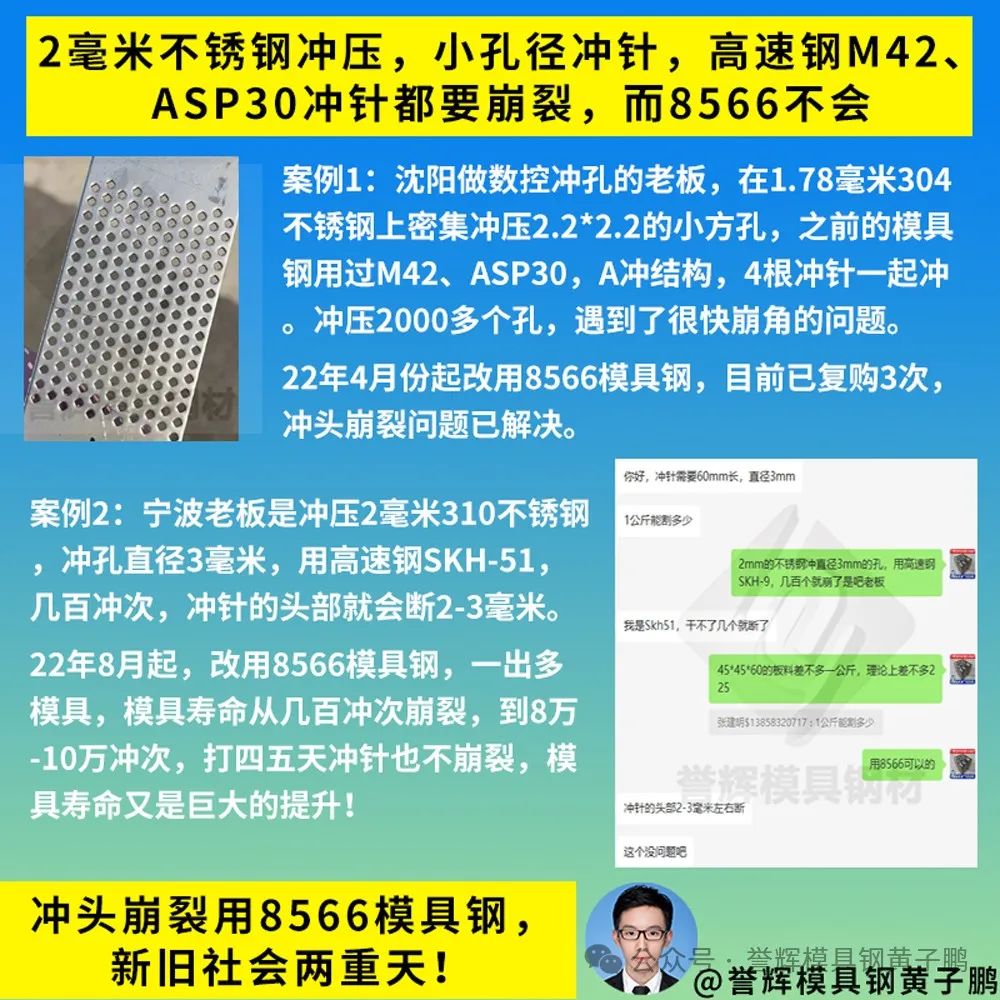
我们之前有位辽宁老板,做数控冲孔,在1.78毫米304不锈钢上冲压2.2的方孔,也是一次性4根冲针一起冲,用粉末钢ASP30、高速钢M42,冲压2000多次有崩缺的现象。
冲针都是要板材线切割出来的,用粉末高速钢成本很高,但是寿命太短,不适用。最后推荐用我们的8566模具钢,解决了冲针崩断的问题。
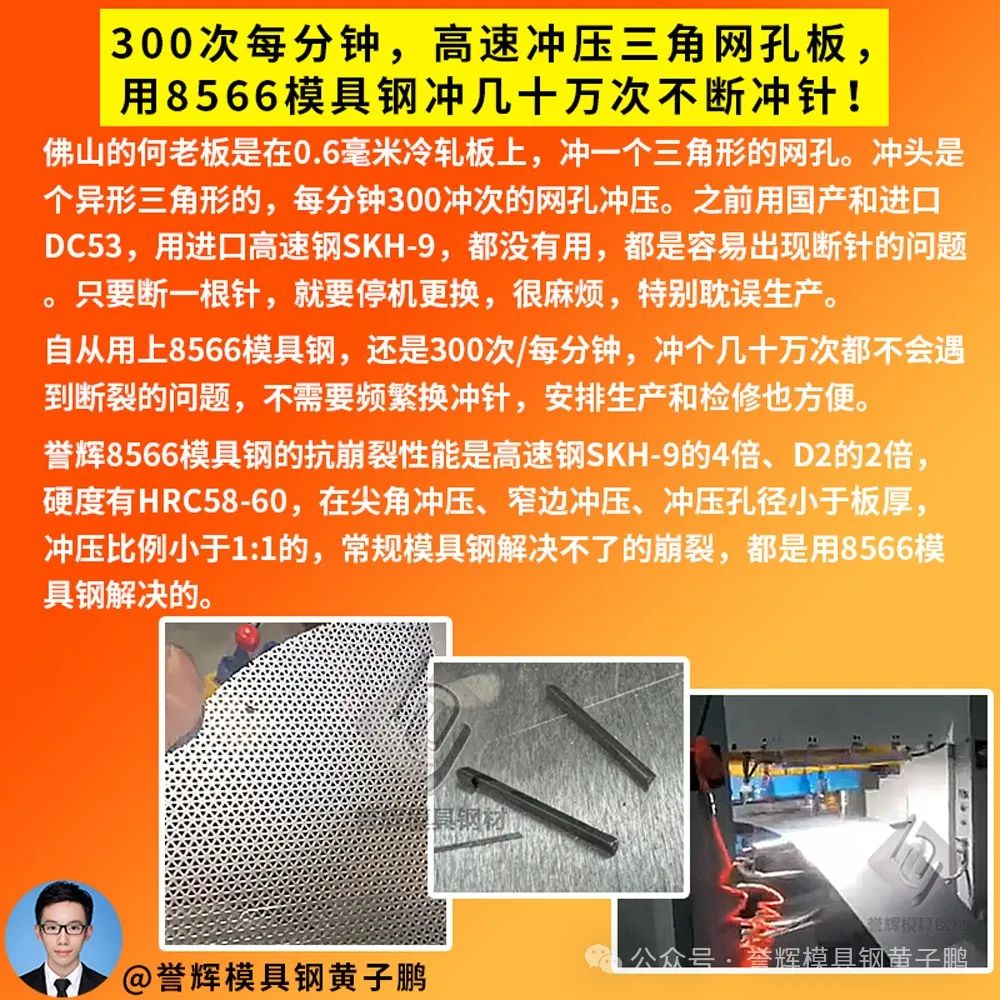
8566模具钢的韧性是高速钢SKH-51的4倍,D2的2倍,使用硬度HRC58-60。他可以接近Cr12MoV、DC53、高速钢SKH-51等高硬度模具遇到的冲头崩裂问题。
特别是在不锈钢冲压、R1以下尖角冲压、冲压孔径小于板厚的小孔径冲压、厚板冲压等等残酷工况,8566模具钢已经有很多成功应用,并且成倍的提高模具寿命,美的、华为、松下等世界500强企业都是我们的用户。
我们有宁波老板,是冲压2毫米310耐高温不锈钢,在上面冲直径3毫米孔。一开始用高速钢SKH-51,一次性冲压4个孔,才做几百冲次,冲针头部就崩断2-3毫米。后面也用过粉末高速钢,冲针也是很快崩断。
现在改用誉辉8566模具钢,冲针做几万次也不会崩断。现在模具也已经改进很多了,可以一次性冲压15-18个孔,生产效率大大提高。
除了更换模具钢的材质,还有很多工艺上的调整。比如说冲针杆部加粗防止摆动,挂台修R角,挂台用火枪退下火烧软一点,冲头磨斜度方便脱模,加大间隙等等,具体看师傅自己的经验了。
我是誉辉模具钢黄子鹏,来自东莞寮步。誉辉模具钢,3个世界500强都在用,京瓷公司连续7年采购。
屏幕前的老板如果也有类似的冲压1.5厚201不锈钢孔径3.4冲头用DC53和ASP30崩角,试8566模具钢工况,也可以来誉辉模具钢黄子鹏尝试一下。