


304不锈钢搓丝搓槽刀用含钴超硬白钢刀崩裂,试试粉末高速钢PM30【第688篇】
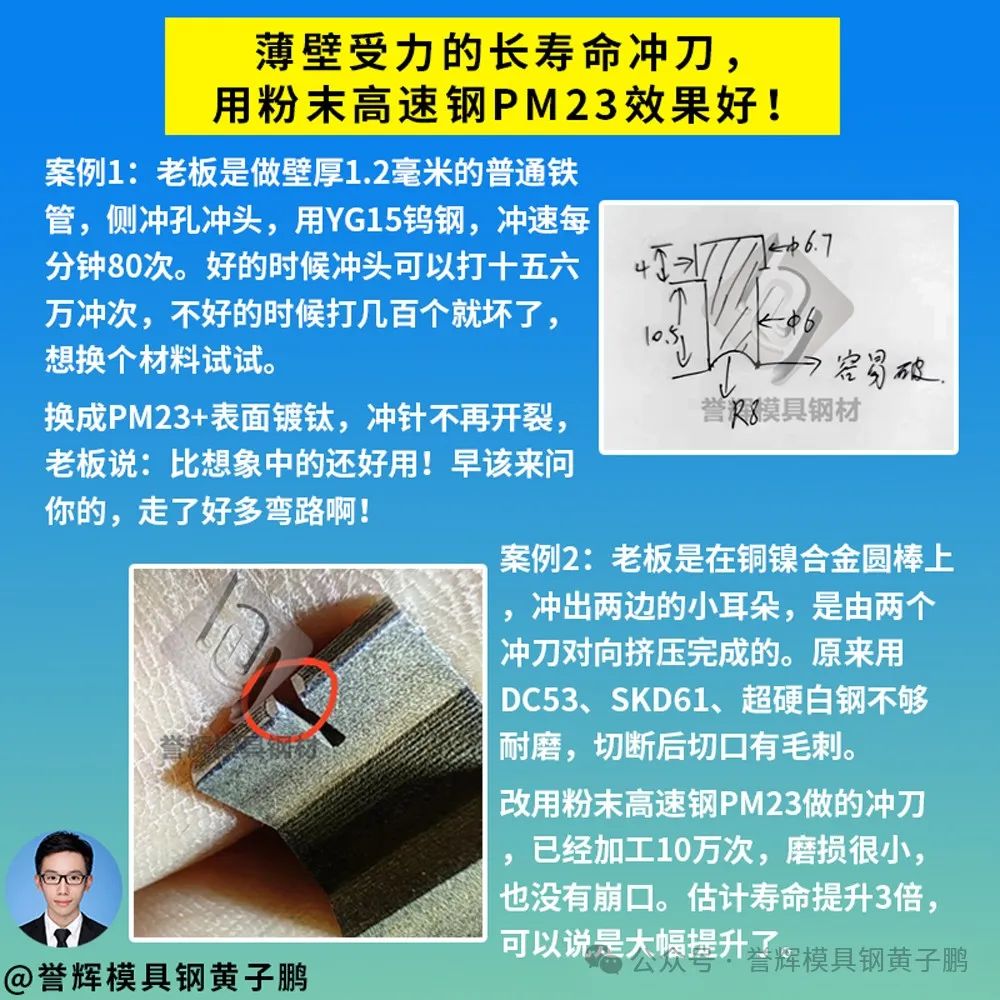
老板咨询,自动化机械上的搓槽刀,是给304不锈钢搓丝用的,刀口比较小,经常有刀口爆裂的情况。目前用的是上工品牌的含钴高速钢车刀,就是那种红色盒子装着的刀条,正常搓10万个产品。
目前想解决刀口爆裂的问题,用PM30还是8566模具钢合适?顺便问一下,ASP30和PM30是同一个材料吗?PM30和含钴高速钢的又有什么区别?【誉辉模具钢黄子鹏日记第688篇】
搓槽刀、搓丝模具,对冲刀的耐磨性、强度和红硬性有要求,目前的用含钴高速钢也能做10万产品,因此还是得选用高速钢,8566模具钢是用不了的。这样就解答了第一个问题。
第二第三个问题比较复杂,就先简单介绍一下高速钢是怎么分类的。
目前我们的国标高速钢,按照生产工艺的不同,可以分为熔铸高速钢和粉末冶金高速钢。
按照合金含量的不同,可以分为普通高速钢HSS、高性能高速钢HSS-E和低合金高速钢HSS-L。
我们目前用的M2、M35、M42一般都是熔铸高速钢。其中,M2属于熔铸型普通高速钢,M35和M42属于熔铸型高性能高速钢。
高性能高速钢的特点就是钴含量、钒含量或者铝含量比较高,在耐磨性、强度、红硬性方面比普通高速钢更好。
含钴高速钢这个不是国标定义,属于口口相传的叫法。比如说含钴5%的M35,含钴8%的M42,还有PM30、PM60、T15等等都可以叫做含钴高速钢。
钴的存在可以提高钢材的抗回火性能,在高速切削时刀口耐热性能好,高温强度高不易热变形,因此含钴高速钢红硬性很好,以此来提高切削刀具的耐用性。
而且含钴高速钢热处理温度比较高,可以做很高的硬度,因此抗压强度和耐磨性也会比较好。这样是誉辉模具钢黄子鹏回答了第三个问题(PM30和含钴高速钢的又有什么区别)。
目前老板用的高速钢,包装盒上面写的是HSS-E,硬度HRC67-69。这个基本猜测是牌号为M42的熔铸型高性能高速钢。
熔铸型高速钢由于合金含量比较高,在冶炼时没有办法以很快的速度冷却,因此钢材内部存在一些尺寸较大的碳化物,或者是聚集形成碳化物偏析,这种缺陷会造成钢材的冲击韧性下降、耐磨性不均匀、不稳定开裂。
而粉末冶金高速钢,在冶炼过程中将钢水雾化喷出,迅速冷却形成细小颗粒,然后再通过高温高压烧结成型。这种冷却工艺就避免了形成过大碳化物的问题。同时粉末冶金高速钢的组织细小、分布弥散,对于高速钢的机械强度、韧性、抗疲劳性能都有大幅提升。
就算是相同合金成分,通过粉末冶金工艺生产后,他的冲击韧性比熔铸工艺生产要提高2倍以上。因此,目前合金含量很高、综合性能更强的高性能高速钢,基本都是粉末冶金高速钢。
考虑到老板的搓丝刀对耐磨性、红硬性、韧性有要求,因此粉末高速钢PM30不错的选择。
PM30是一个标准名称,他的合金是W6Mo5Cr4V3Co8,可以看作是PM23加钴的版本,使用硬度可达HRC65-67,特点是兼备红硬性和韧性,耐磨性比原来的M42更好。
ASP30目前也属于口口相传的叫法,属于粉末高速钢PM30的一种。以前一胜百行业地位高,他推广了法国埃赫曼ASP系列粉末高速钢,因此大家都知道了这个牌号。不过现在分家了,人家自己也不这么叫了。这样是誉辉模具钢黄子鹏就回答了第二个问题(ASP30和PM30是同一个材料吗)。
我是誉辉模具钢黄子鹏,来自东莞寮步。誉辉模具钢,3个世界500强都在用,京瓷公司连续7年采购。
屏幕前的老板如果也有类似的304不锈钢搓丝搓槽刀用含钴超硬白钢刀崩裂工况,也可以来是誉辉模具钢黄子鹏尝试一下。