


高速冲压0.5毫米铜DC53冲子镶件刀口磨损快,试试粉末高速钢PM23【第621篇】
老板咨询,冲压0.5毫米紫铜,高速冲压模具,冲速260/次每分钟。刀口镶块和冲子,用什么材质的模具钢比较好?目前都是用DC53做的,耐磨性不够,表面易粘粉。【誉辉模具钢黄子鹏日记第621篇】
高速冲压模具对耐磨性和红硬性(高温硬度保持性好)同时有要求,有预算的情况下,可以用粉末高速钢PM23和PM4。
普通熔铸成型的高速钢,耐磨性和耐热性能的确比DC53好。但是,普通高速钢存在严重的碳化物偏析,容易出现粘料、刮花的问题。
因为普通高速钢内部的碳化物尺寸较大,碳化物的硬度又比基体硬度高的多。当模具工作时,基体先被磨损掉,露出了坚硬的碳化物,形成了微观不平整的切口。
高速冲铜模具镶件刀口发热严重,铜粉塑性好,容易在切口附近粘连,导致粘料、拉毛的情况。
讲到这里,就想起我们去年广东老板的工况。
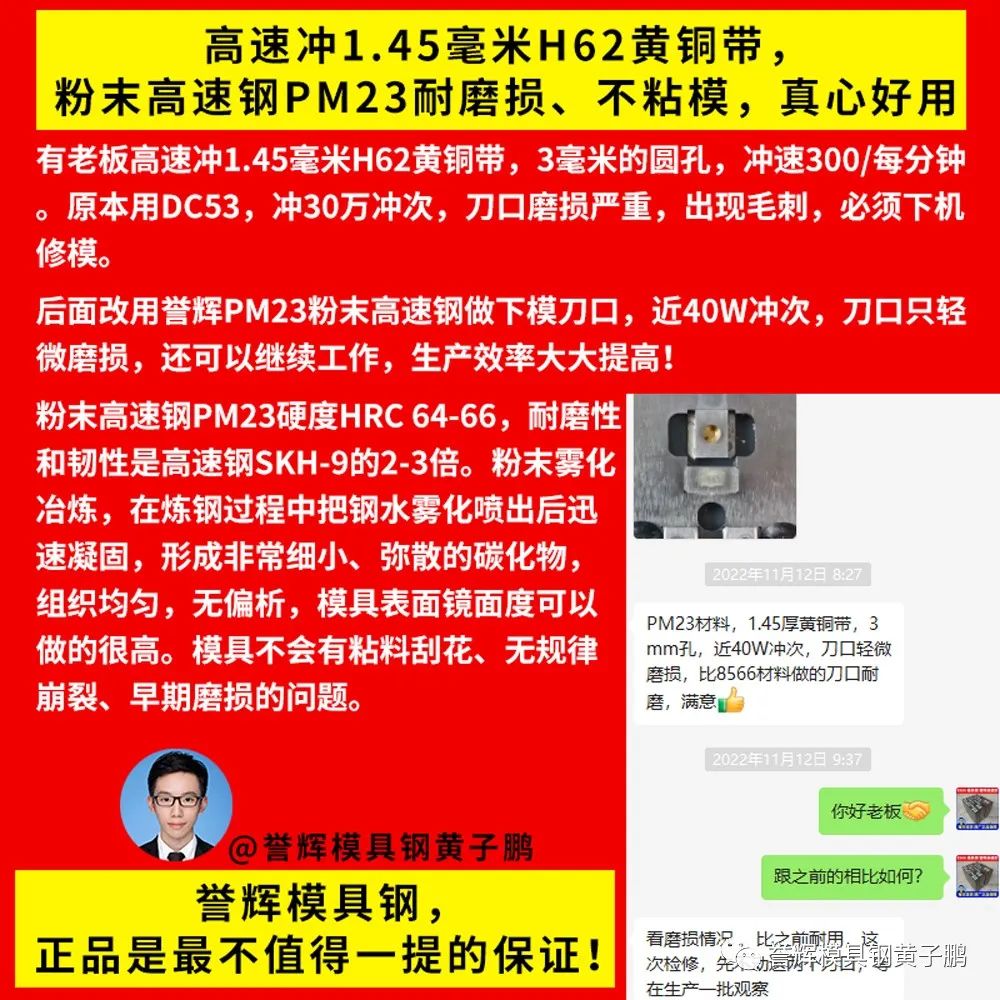
他是冲压1.45毫米H62黄铜带,冲压3毫米圆孔。冲速每分钟300次。他的刀口镶件,原来也用的DC53,硬度HRC60多,冲压30万冲次,刀口磨损严重,出现毛刺,必须下机修模。
相同的模具,改用粉末高速钢PM23后,做了快40万冲次,刀口只是轻微磨损,不需要检修。最终95万冲次才进行的检修,刀口寿命提高3倍!
还有另外一个老板,是冲压0.18毫米铜皮,有个2*4.5的细小冲头,用DC53很快磨损,而且会断裂。改成了钨钢镶件,断的更快,还不如DC53效果好。
后面试用了粉末高速钢PM4,用了2个月时间都没有断,耐磨性也非常好。老板说材料太好用了,都不用重新买料、重复开模了。
粉末高速钢经过粉末雾化成型,碳化物细小,组织结合紧密,抗崩裂性能和抗粘料性能极佳。
粉末高速钢PM23的耐磨性和韧性是高速钢SKH-9的2-3倍,耐磨的钒元素含量3%,使用硬度最高HRC64-66。
在高硬度的条件下,PM23韧性比含钴高速钢PM30、PM60、钨钢都要好,是综合性能最好、知名度最广的粉末高速钢之一。
粉末高速钢PM4的功能性和PM23相似,耐磨的钒元素含量更高在4%,使用硬度最高也是HRC64-66。PM4的耐磨性比PM23更好,韧性稍微差一些,价格更优惠。
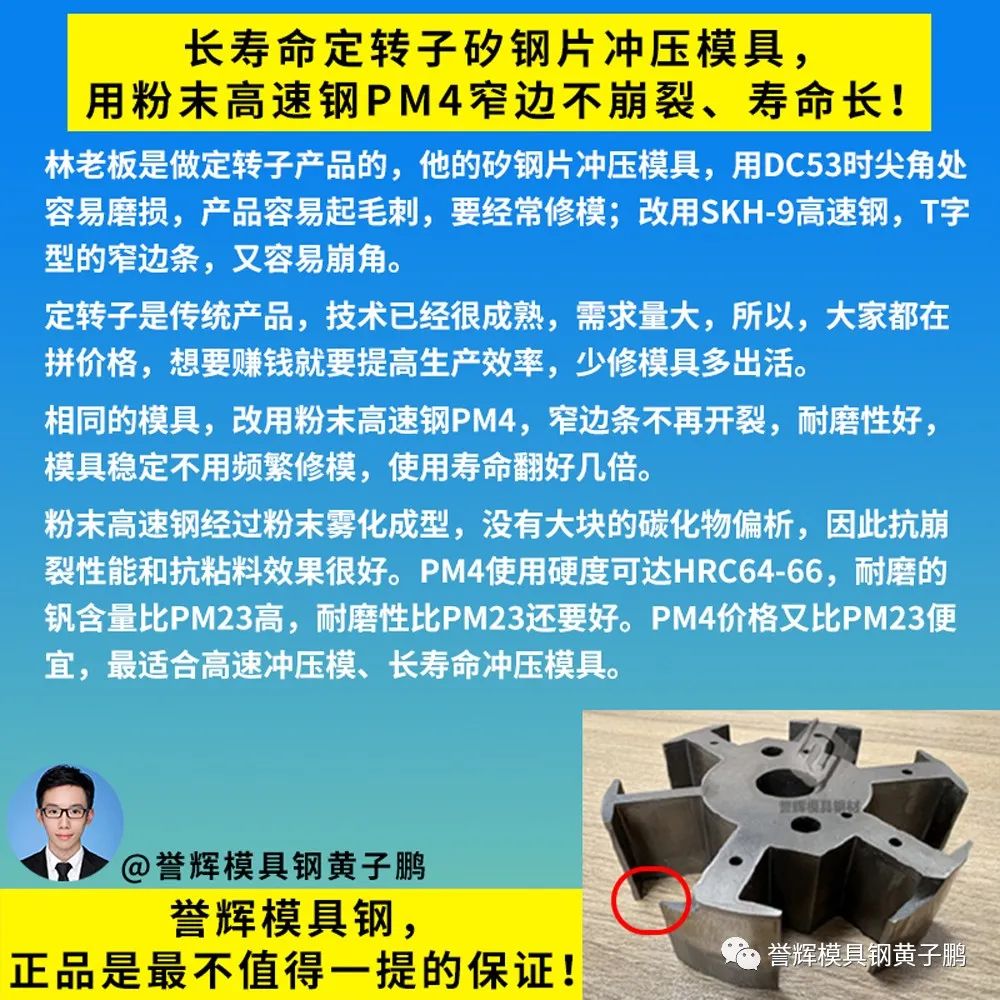
如果是要求高耐磨、抗粘料、红硬性这3种性能,就比如做这种铜材高速冲压、硅钢片冲压的工况,冲头和镶件刀口用粉末高速钢PM4性价比很高。
我是誉辉模具钢黄子鹏,来自东莞寮步。誉辉模具钢,3个世界500强都在用,京瓷公司连续7年采购。
屏幕前的老板如果也有类似的高速冲压0.5毫米铜DC53冲子镶件刀口磨损快工况,也可以来誉辉模具钢黄子鹏尝试一下。