


冲压1.5毫米201不锈钢U型薄壁冲头用DC53崩裂,试试8566模具钢【第933篇】
老板咨询,冲压1.5毫米201不锈钢,U型卡扣产品,边宽只有1.9毫米。落料冲头是个薄壁件。目前冲头有频繁开裂的问题,整个裂成两半了,没办法修复。
现在把的冲头料拿去回火处理了,不知道回火完了效果会不会好一些。不知道你们有什么模具钢推荐?【誉辉模具钢黄子鹏日记第933篇】
1.5毫米板,冲头壁厚只有1.9毫米,冲头厚度和被冲材板厚接近1比1,属于窄边冲压的工况。加上被冲材是不锈钢,比较硬,对冲头的抗冲击韧性要求很高。
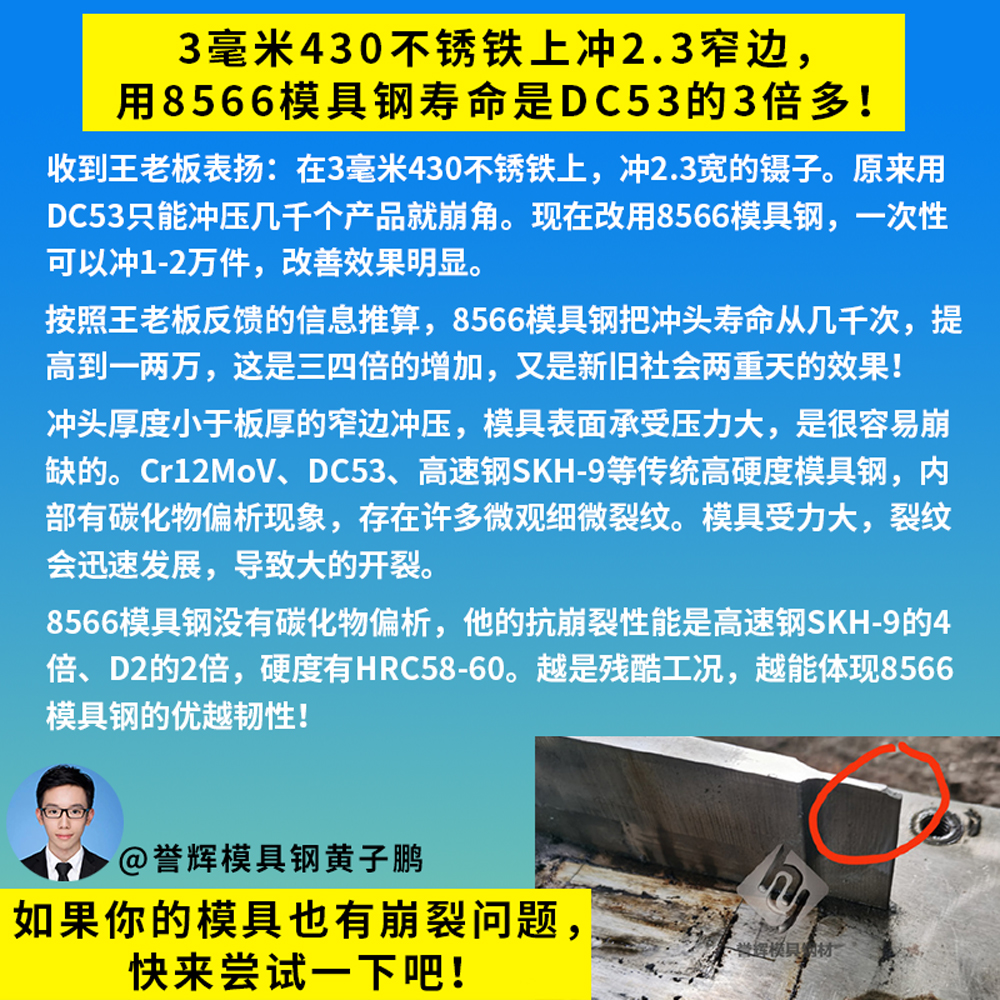
用传统的DC53、高速钢SKH-51等等的高硬度模具钢,做窄边冲压模具的冲头,是容易出现崩裂的现象。
因为DC53和高速钢都是一些高碳钢,由于内部存在尺寸过大的碳化物组织、或者是形成条带状的合金偏析,区隔了正常晶粒组织的结合,模具钢的横纵方向、表面和芯部的性能差异大,才导致模具钢的韧性低。
就算通过回火把硬度降得很低,降到HRC55的硬度,由于内部合金的分布状态没有改变,因此也不能避免冲压受力开裂的问题。
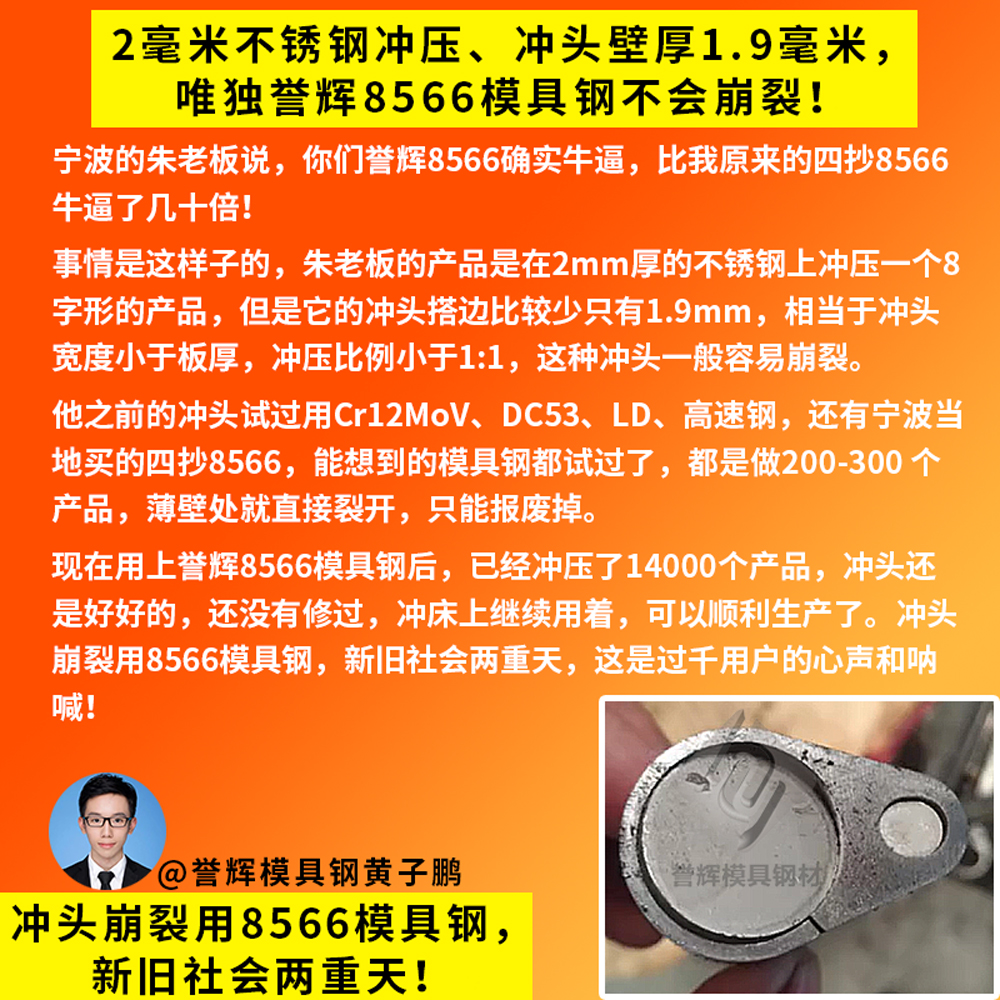
比如我们去年碰到的宁波朱老板,他是冲压2毫米不锈钢,有一个冲孔落料复合冲头,是8字型的,最薄处厚度1.9毫米,比板厚还小一些,冲压比例小于1比1。
他的冲头原来用过Cr12MoV、DC53、LD模具钢、各种高速钢、宁波买的四抄8566模具钢,都是冲压200-300个产品,薄壁处直接裂开一大条缝,没办法修复,只能把冲头报废掉,不停的换新冲头,师傅也搞得非常累。
为了解决冲头开裂的问题,朱老板试用了我们誉辉的8566模具钢。经过试模之后,誉辉8566做的冲头可以连续冲压14000个产品,没有出现崩裂的情况,还在冲床上继续使用,总算是可以正常生产了。
朱老板都说,你们誉辉的8566确实牛逼,比我原来的8566牛逼几十倍啊!
8566模具钢是我们誉辉模具钢的专有合金成分和专有热处理技术产品。8566模具钢的抗崩裂性能是SKH-9高速钢的4倍,D2的2倍,使用硬度HRC58-60。
他可以解决Cr12MoV、DC53、SKH-9高速钢等等的高硬度模具钢遇到的冲头崩裂问题,特别是在不锈钢冲压、厚板冲压、窄边冲压、R1以下尖角冲压、小孔径冲压等等的残酷工况,誉辉8566模具钢已经有很多的成功案例。
冲头崩裂用8566模具钢,新旧社会两重天!是过千真实用户的心声和呐喊!
也因为8566模具钢的性能优越,现在已经是成为全网同行都在抄袭模仿的四抄模具钢,产品名称、性能介绍、使用案例、广告语都是直接用我们的,唯独东西不一样,经常是拿些低硬度的DC53和LD模具钢给客户蒙混过关,根本达不到誉辉8566模具钢的效果。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我已经发布了383场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
屏幕前的老板如果也有类似的冲压1.5毫米201不锈钢U型薄壁冲头用DC53崩裂工况,也可以来誉辉模具钢黄子鹏尝试一下。