


油压机800度热打45钢六方件H13底模很快塌陷龟裂,试试8566模具钢【第945篇】
今天,两年前加我好友的浙江老板,咨询热锻模具冲头用料问题。【誉辉模具钢黄子鹏日记第945篇】
聊天的时候,我翻了一下记录,发现他之前问我,热打模具不容易塌模的模具钢有哪些?他是在油压机上热打,锻件材质是45钢,要加热到800度成型。
他的模具底模用H13时,如果做硬度HRC52,表面塌角很快。如果强行把H13硬度做到HRC56时,模具寿命长一些。不过基本上打800-1000件就软掉了,没法修复,需要重新开模,加工比较麻烦。所以想来了解不容易塌模的模具钢有哪些。
看了当时的工作视频,是要成型出六方的工件,上料之后油压机要3秒成型,师傅没有做冷却的动作。
后面老板发来模具图片,主要是模具底模边缘热变形严重,都变圆弧了,表面很毛躁,而且六方处会沿着对角线开裂。

油压机锻造的成型速度慢,工件和模具接触时间长,师傅也没有做冷却的动作。模具钢长期处于高温状态下,是会出现退火、回火软化的问题。
H13模具钢的耐热性能又不好,可能一开始模具硬度还有HRC56,工作时间长了,他的硬度就掉到HRC50、HRC40以下,表面高温强度不够,因此在挤压过程中被工件压变形了,出现塌模的现象。
而且H13做热锻模具,热处理时需要做高温回火,模具硬度应该在HRC52以下才对。因为回火不充分,H13的组织内应力大,模具韧性下降很多,出现热疲劳裂纹之后无法抑制裂纹扩张,模具六方处就裂进去了。
就算不出现塌模和开裂,由于H13已经被退火了,模具下面的硬度不够,降面之后,模具寿命会越打越少,也没有修复的价值。
因为老板试过,硬度高的模具钢,更加耐用,因此要选择耐热性能好、还要兼备高硬度的模具钢。
在今天重新看待这个工况,我觉得有条件的老板,想要提高生产效率,少修模浪费时间,多出货,可以直接用8566模具钢做底模。
去年也有一位台州的老板,他是用油压机做温挤压成型。产品是35Mn碳钢,42CrMo等等的材质,需要加热到800度,在外圈挤压出直齿轮。
他的底模原来用GR模具钢,硬度HRC53左右,打了2000件之后出现塌模和划伤拉毛的现象。如果模具硬度做高了,会开裂,所以想换一种效果更好的模具钢。
去年7月,用高硬度的8566模具钢试模之后,效果很不错,隔了2个月又回来再次采购,下单数量比之前翻倍了。
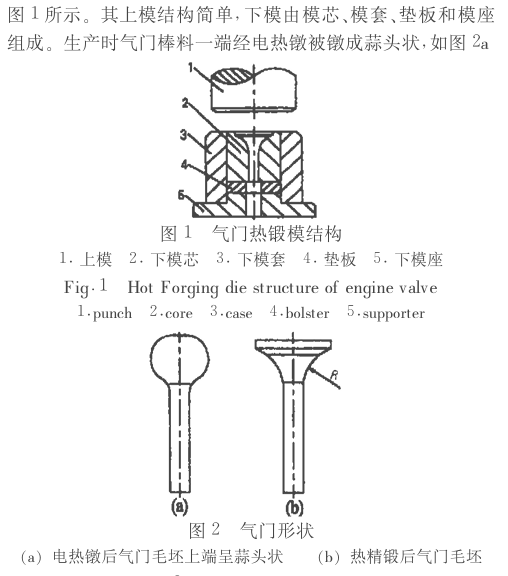
还有做不锈钢热顶锻模具的老板,产品是气门杆。模具上模有凸点,下模有R圆弧。原来用HD模具钢,打500件之后,下模R圆弧处塌陷了,表面划伤严重,有拉丝痕迹,需要降面修复。
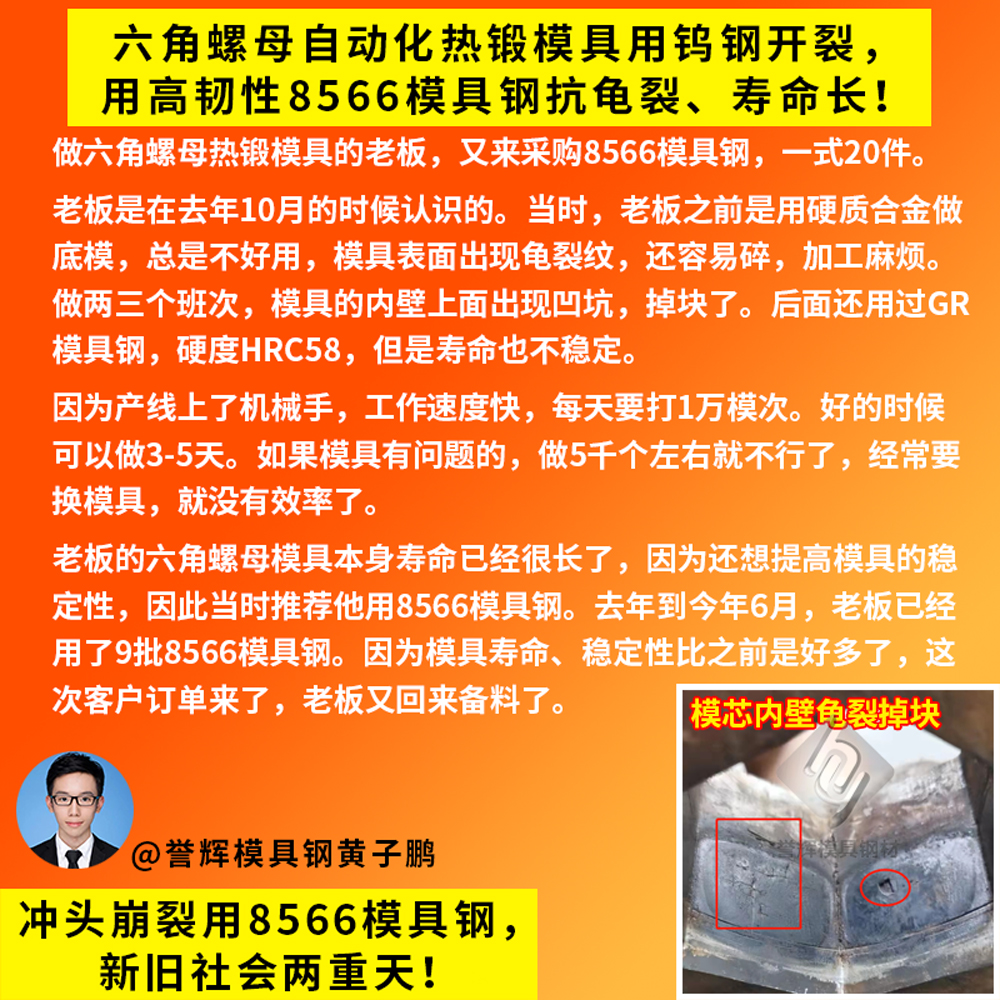
如果换成钨钢模具,好用的时候是能打几万件。就是钨钢模具有表面开裂的问题,会导致早期失效,寿命不稳定。
去年年底用8566模具钢试模,下模可以打1600件左右,寿命是HD模具钢的3倍。模具只是表面刮花了,没有塌模,修复之后可以继续使用。因为使用效果不错,春节上班之后,老板很快就回来买了20件回去备模。
8566模具钢和高速钢SKH-51一样耐热,模具的抗回火性能好,能够长时间保持高硬度。
8566模具钢的韧性是SKH-51高速钢的4倍,使用硬度有HRC58-60,同时兼备高硬度和高韧性,热处理时经过了高温回火,模具热稳定性好,因此可以解决热挤压模具冲头和底模很快塌陷和变形的问题。
8566模具钢的导热效率高,也可以用水冷却,也有助于延长模具使用寿命。在不锈钢热锻,六角螺母热锻的工况,已经有很多老板用8566模具钢来替代硬质合金钨钢,解决模具不稳定龟裂掉块的问题。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我已经发布了383场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
屏幕前的老板如果也有类似的油压机800度热打45钢六方件H13底模很快塌陷龟裂工况,也可以来誉辉模具钢黄子鹏尝试一下。