


冲压2毫米304FH不锈钢硬态榨汁机刀片冲头用88崩裂掉块,试试8566【第966篇】
收到浙江老板咨询,他是冲压有硬度的304不锈钢,材料厚度在1.5-2毫米,硬度有HV450左右,是一类不锈钢榨汁机刀片产品。
目前开了复合模,自动送料连续冲压,冲头现在主要在用一胜百的88,寿命在5000次左右,有崩刃开裂的情况。已经用过很多模具钢了,都不行。想问你们有更好的解决办法吗?【誉辉模具钢黄子鹏日记第966篇】
看了老板发来的模具图片,刀片是一体的4叶刀片,冲头都是风车样式的,有圆弧和R角。
老板说他的冲头崩刃,其实都把情况说简单了。基本上,不是冲头整个平面都分层烂掉,就是一边尖角全部裂掉,冲头的高度没掉一半了,已经没有没有太多修复的价值。在其他没坏的刃口边缘,还没有磨损的痕迹,跟新的一样,其实就没有做多少冲次。

一胜百的88也是一款非常知名的冷冲压模具钢,全名叫ASSAB 88。这款模具钢的合金成为铬7.8%钼2.5%钒0.5%,碳含量0.9%。
ASSAB 88的合金配方和产品定位跟DC53比较接近,都属于铬8%类型模具钢,使用硬度有HRC60-63。ASSAB 88的特点是,在韧性比传统的D2类型冷作钢更好的情况下,兼备高硬度和高强度。
不过,1.5毫米以上的不锈钢冲压,本身就属于厚板冲压的工况,对冲头韧性有要求。再加上被冲材又经过加硬,料带的屈服强度高,冲头需要更大的冲击力才能把料下出来,这对模具钢的抗崩裂性能要求更高。
而且有的冲头中间还开了4个顶料孔,一方面加工成本更高了,另一方面冲头的壁厚变薄,模具强度不够,也是容易诱发开裂。现在ASSAB 88频繁出现大面积崩模,他的韧性是差了很多的。
对于有硬度的不锈钢冲压,冲头频繁出现崩裂的情况,推荐老板用誉辉8566模具钢。
记得2020年,我们东莞的陈老板,也是冲压2毫米304不锈钢,产品像个小刀片,小卡扣,一边有小尖角,中间还设置了孔位,所以冲头的壁厚比较薄。原来用高速钢SKH-9做冲头,大概冲压1000次,就出现崩裂,因此来试用誉辉8566模具钢。
经过2天的使用,陈老板反馈说,8566冲头已经冲压1万多次了,不会崩缺,真的给力!
按照陈老板的回复推算,誉辉8566做的冲头,寿命是SKH-9的10倍!陈老板也是我们比较早期的用户了,也是因为这些老客户的亲口回复,我们才有信心去大力宣传。
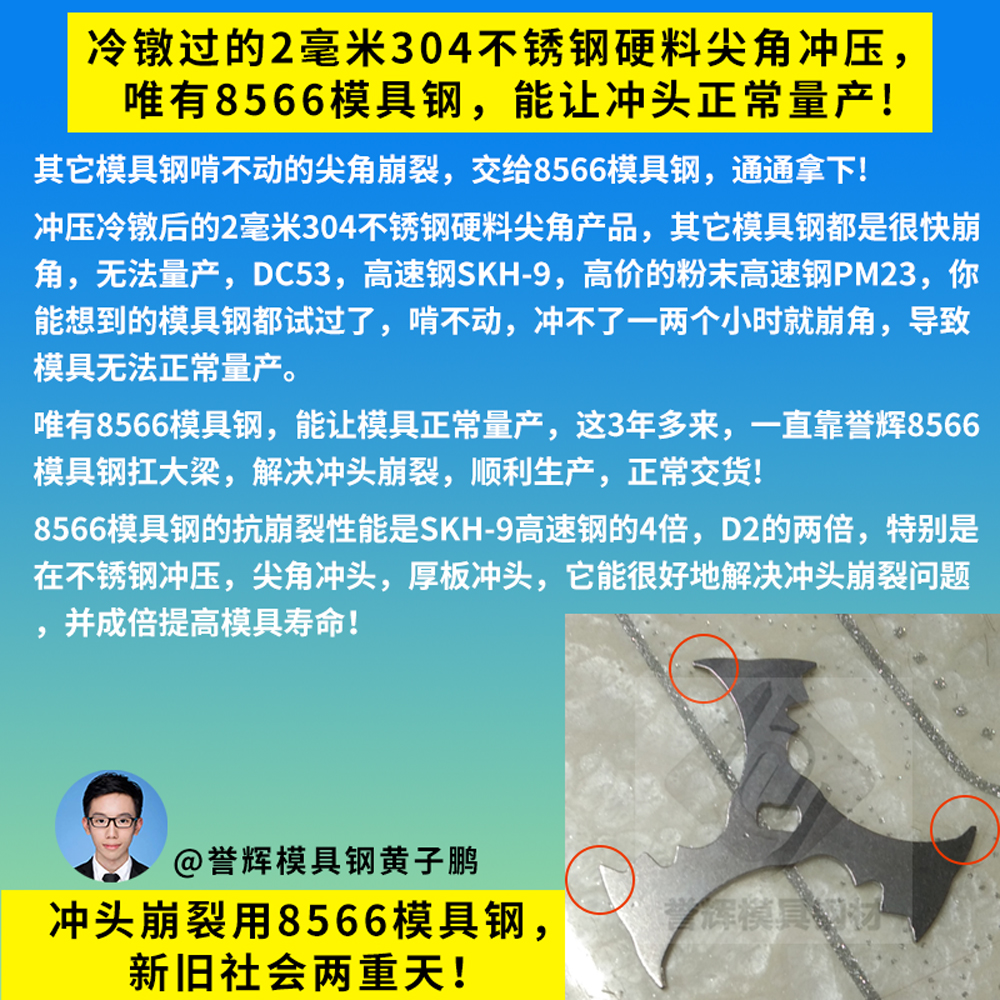
还有我们浙江顾老板,是冲压冷镦硬化过的2毫米304不锈钢,产品有很多窄边和尖角位置,又尖又细,一开始用DC53和高速钢SKH-9很快崩模,后面花大价钱又买了PM23等等的粉末高速钢,正常人能买到的模具钢,他都试过了,啃不动。冲压了一两个小时就出现崩角,师傅要换冲头,没办法正常生产。
自从3年前换上誉辉8566模具钢,才实现了量产。所以,顾老板也是我们连续使用3年的老客户了,一直靠8566模具钢扛大梁,啃硬货。
8566模具钢是我们誉辉模具钢的专有合金成分和专有热处理技术产品。8566模具钢的抗崩裂性能是高速钢SKH-9的4倍,D2的2倍,使用硬度有HRC58-60。他可以解决用Cr12MoV、DC53、高速钢SKH-9等等高硬度模具钢遇到的冲头崩裂问题,并且成倍的提高模具寿命。
冲头崩裂用8566模具钢,新旧社会两重天!不仅是一句广告语,更是过千真实用户的心声和呐喊!
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我已经发布了385场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
屏幕前的老板如果也有类似的冲压2毫米304FH不锈钢硬态榨汁机刀片冲头用88崩裂掉块工况,也可以来誉辉模具钢黄子鹏尝试一下。