


3毫米铁板冲压2*10长宽U型窄边槽DC53冲头崩裂,试试8566模具钢【第983篇】
有位无锡老板咨询,U型槽冲压模具的冲头,有什么模具钢推荐吗?以前是在2毫米铁板上,冲压2*10的凹槽,冲头还可以正常使用。
现在在3毫米的板上面冲,窄边冲头就特别容易崩断了。所以想找好点的模具钢,要不容易断的。【誉辉模具钢黄子鹏日记第983篇】
看了老板的产品图片,是在一条铁板上连续冲压出缺口。
一般来说,冲裁件的凹槽不能太窄,凹槽宽度应该大于1.5倍料厚。现在要在3毫米铁板上冲压2毫米宽的窄边槽,比例已经小于1:1,对冲头的强度和韧性要求极高。
硬度做太低了,冲头壁厚较薄,强度不够,会镦粗胀型。硬度做的高了,窄边冲头又容易崩角和开裂。
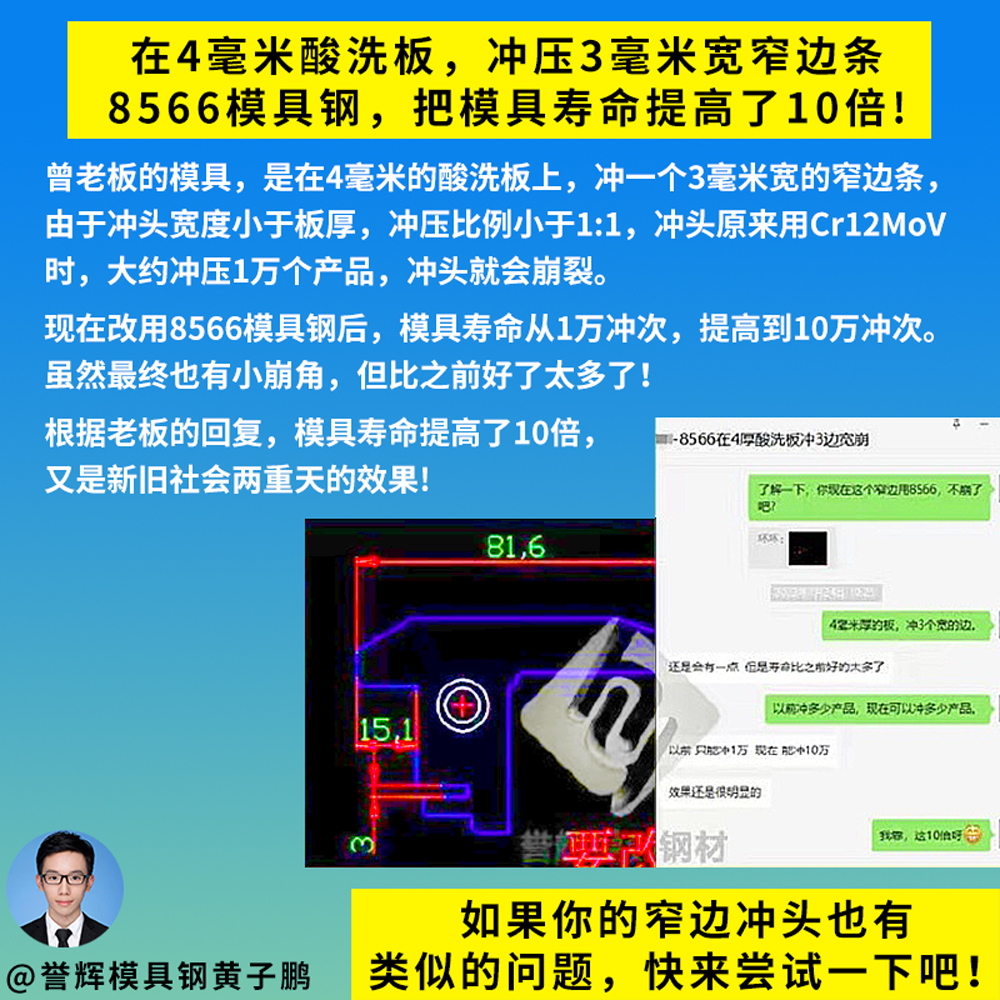
讲到这里,想起我们浙江的曾老板。他是要在4毫米酸洗板上,冲压3毫米宽的窄边槽,是连续模冲压。
原来的冲头是用Cr12MoV、DC53,一般只能做几千次,撑死了冲压1万次,冲头肯定要拦腰折断。换成了高硬度的高速钢SKH-9,还是崩的很快,冲头都没磨损就废了,做这个产品得割一堆冲头放着轮换。
为了提高冲头的使用寿命,减少连续模修模的时间和成本,曾老板在2022年6月开始试用誉辉8566模具钢。
到了7月底的时候,曾老板再次采购8566模具钢时告诉我们,他以前的冲头只能干1万次就崩断,现在改用8566冲头可以冲压10万次,冲头寿命是之前的10倍,效果非常明显!
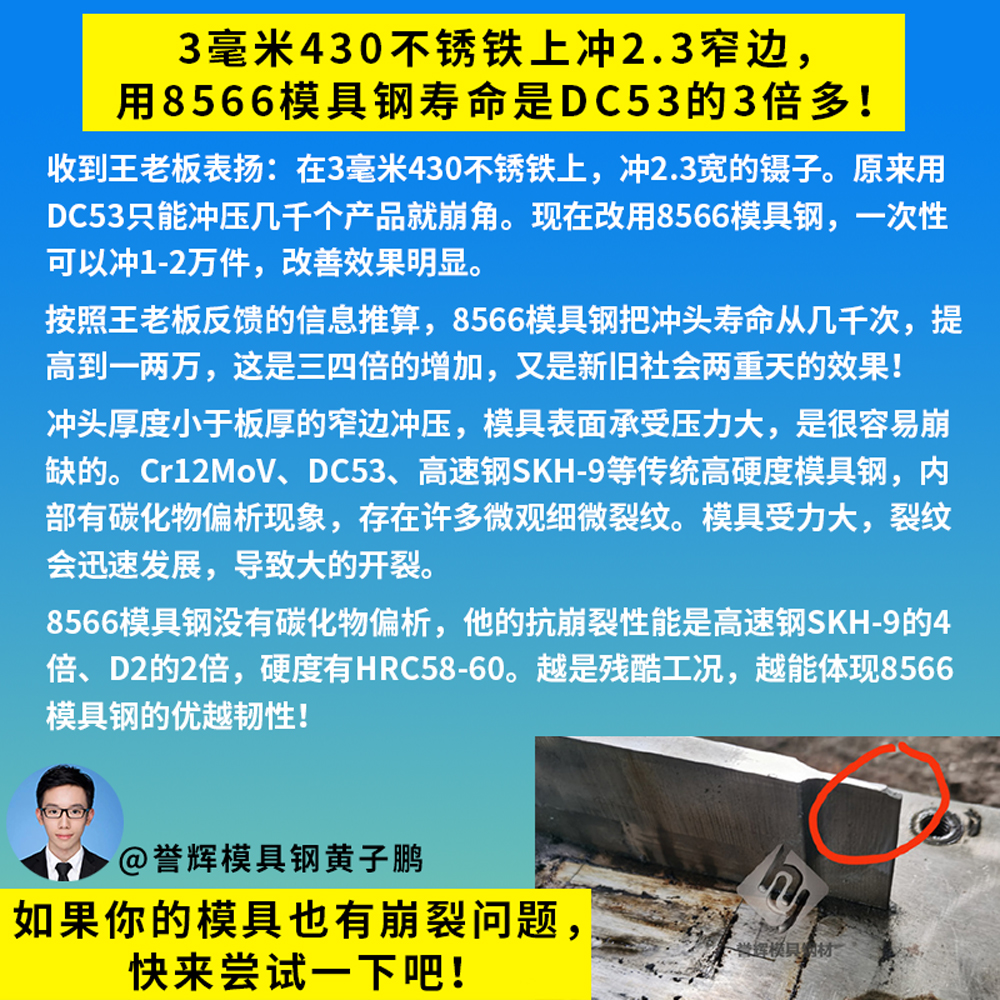
还有我们汕头的王老板,他是在3毫米430不锈铁上,冲压2.3宽度的镊子产品,冲压比例也小于1比1,原来用DC53做冲头时,冲压几千次,窄边处就会崩掉一块,冲头可重复利用的次数很少。
在23年7月,王老板开始试用誉辉8566模具钢。经过试模之后,王老板反馈,现在一次性可以冲1-2万件产品,比之前多冲3倍的数量。8566冲头真的挺好用的,省去了很多修模的时间和成本。
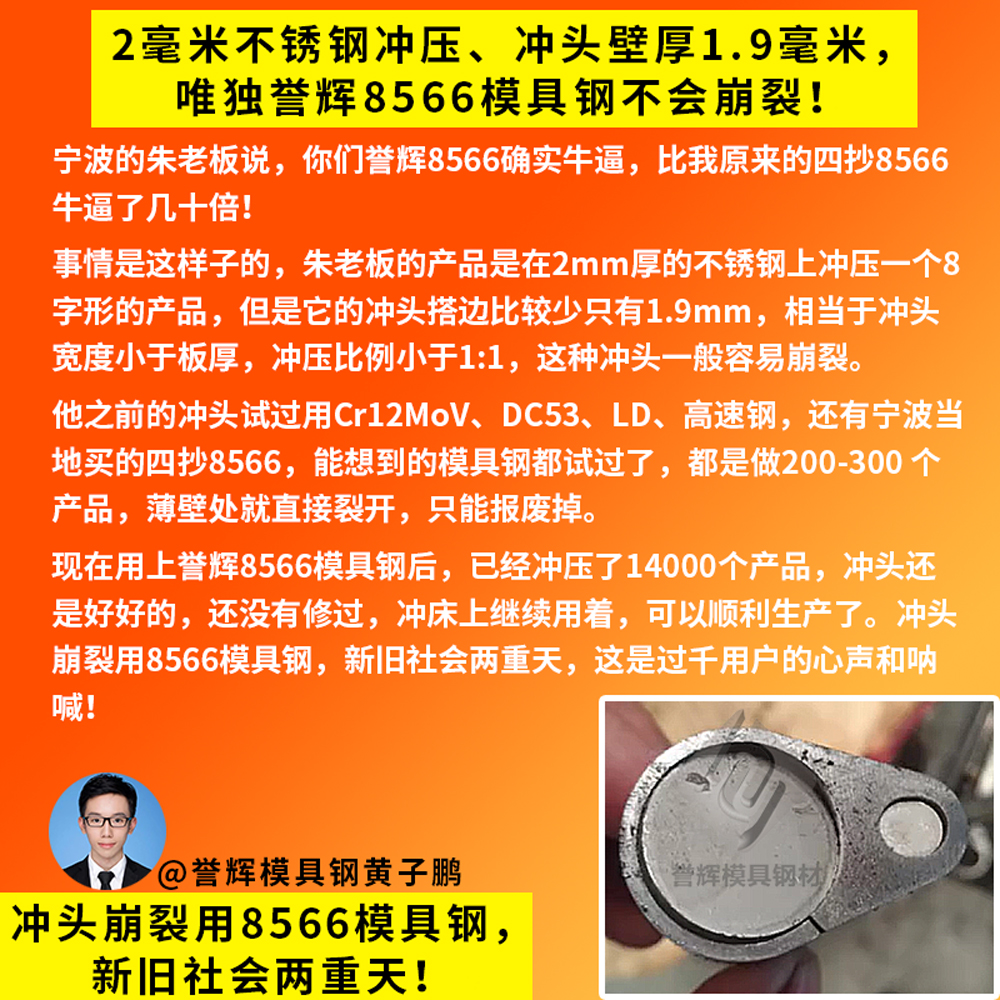
因此,对于冲头厚度小于板厚的窄边冲压工况,推荐老板用8566防崩模具钢。
8566模具钢是我们誉辉模具钢的专有合金成分和专有热处理技术产品。8566模具钢的冲击韧性是高速钢SKH-51的4倍,D2的2倍,使用硬度有HRC58-60。
他可以解决用Cr12MoV、DC53、高速钢SKH-51等等高硬度模具钢遇到的冲头崩裂问题,并且成倍的提高模具寿命。
在窄边冲压、不锈钢冲压、尖角冲压、小孔径冲压等等的残酷工况,我们誉辉模具钢已经分享了过千个成功案例。冲头崩裂用8566模具钢,新旧社会两重天!不仅是一句广告语,更是过千真实用户的心声和呐喊。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我已经发布了387场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
屏幕前的老板如果也有类似的3毫米铁板冲压2*10长宽U型窄边槽DC53冲头崩裂工况,也可以来誉辉模具钢黄子鹏尝试一下。