


冲压4-8毫米Q355落料模刀口用低硬度Cr12MoV崩裂,试试锻打DC53【第984篇】
4月底的时候,有位河北沧州的老板留言,他现在冲压4-8毫米Q355材质,落料模刀口用Cr12MoV,硬度做到HRC 55,以前可以冲5千次左右。
现在还是用Cr12MoV,但是做了几百次就崩边了,还是直边刀口崩掉,感觉现在的模具钢太假了,一点都不耐用。想来了解有什么好的模具钢推荐?【誉辉模具钢黄子鹏日记第984篇】
巧的是,5月份,我又碰到一个类似工况的河北老板。他也做落片模具,冲压6毫米Q235材质。现在冲头用H13,底模用Cr12MoV,硬度调到HRC56左右,要么是冲头不耐磨,要么是底模崩口掉块,模具只能凑合着用。
因为他们两的工艺和使用情况基本一样,我就放在一起讲了。
现在的模具钢价格竞争激烈,尤其是Cr12MoV这种常用冷作钢,除了合金元素含量较低,基本都按着下限值来添加,很多该做的、但是普通人肉眼看不见的冶炼提纯、锻造、退火工艺都没有做好,导致模具钢的使用性能远不如以前。
Cr12MoV的合金成分为,含铬12%,含钼0.5%,含钒0.3%,碳含量1.5%左右。由于合金总量很高,特别是高碳和高铬的成分,Cr12MoV钢中含有大量的坚硬碳化物,所以抗磨损性能很好。
也因为Cr12MoV的合金含量太高,如果锻造和退火工艺没做好,会出现较大尺寸的碳化物,或者出现条带状、网状封闭的碳化物偏析现象,隔断了正常组织的结合,形成肉眼看不见的微观细微裂纹,模具脆性大。
在受到较大的压力、高冲击力时,细微裂纹很快扩张开,导致模具容易打裂,很快崩角。

而且,这种Cr12MoV在早期做造型加工就比其他材料更难做,钻孔攻牙会顶到硬块,损刀快。有时候热处理回火不到位,内应力过大,线切割时会开裂,都是常见的问题。
本来是考虑,给老板推荐用抗崩裂性能最好的8566模具钢。但是,河北地区的加工费不高,老板要考虑性价比。对于Q355落料模刀口崩裂,推荐用誉辉的电渣锻打DC53和8503模具钢。
DC53的耐磨性是Cr12MoV的3-6倍,抗崩角性能是Cr12MoV的2倍,使用硬度有HRC60-62。冷冲压模具寿命相比Cr12MoV更高的,一般就先用DC53。
誉辉DC53是定制品,采用电渣重熔工艺冶炼,钢中容易冷脆裂的有害杂质含量低,消除模具内部不稳定的根源。在经过三锻三拔、六面锻造处理,坚硬的碳化物被破碎细小,弥散分布,模具的表面和芯部性能趋于一致,整体强度和韧性良好。
热处理采用真空热处理+超深冷处理,只有DC53同种材料专炉专做,组织转化充分,模具尺寸稳定性好,更好的发挥DC53的优越性能。
另一款8503模具钢是我们誉辉模具钢的专有产品。8503模具钢的使用硬度可达HRC59-61,他的冲击韧性比DC53高一倍,模具兼备高硬度和高韧性,还多了不粘料的好处。
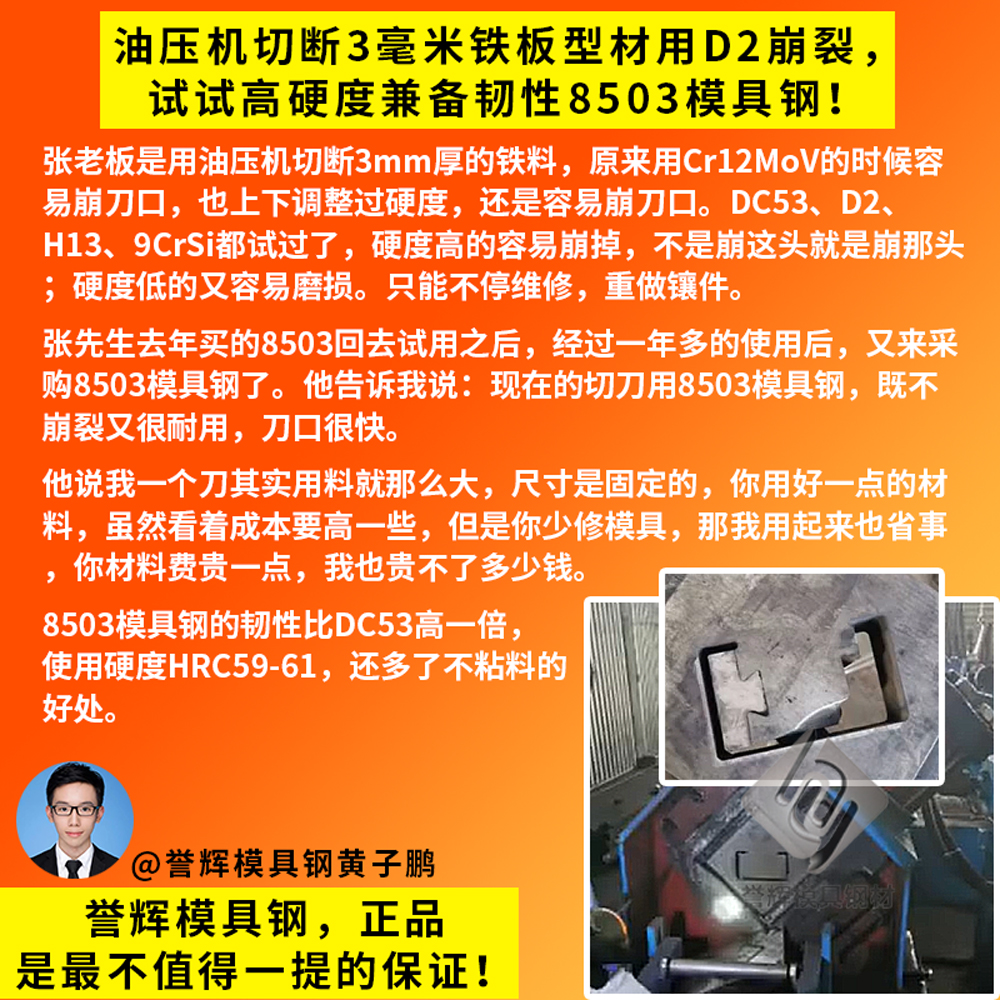
前年有位张老板,他有一台油压机,做C型材切断,原材料是3毫米、4毫米、5毫米的铁板。之前的切刀用过Cr12MoV、D2工具钢,容易崩刀口,而且是半边裂开,修都没法修,只能是考虑把两边刀口做成镶件。
换成了H13之后,虽然也能把硬度做到HRC55左右,但耐磨性不够,剪切时间不长,产品拉出来很大毛刺,就得修刀了。
他现在就是用8503模具钢,用了一年多时间,切刀都很耐用,既不会崩裂,又不会很快把刀口磨掉。张老板说,现在用8503切刀,虽然材料成本高一些,但是我不需要经常修模具了,也不用开很多副模具备用,生产排期也更稳定,摊下来成本也不贵的。关键是心里轻松很多,真的修模修到怕了。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我已经发布了387场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
屏幕前的老板如果也有类似的冲压4-8毫米Q355落料模刀口用Cr12MoV崩裂工况,也可以来誉辉模具钢黄子鹏尝试一下。