


冲压切断2毫米65锰钢带冲刀用DC53崩角快,试试高韧性8566加强型【第985篇】
江苏杨老板发来信息:黄工,冲压切断2毫米65锰钢带,有什么好的模具钢推荐?目前冲刀是用DC53,硬度HRC60左右,一分钟打60次,现在打2万次左右,直边刃口有崩口缺块。【誉辉模具钢黄子鹏日记第985篇】
看了下老板的模具图片,冲刀结构比较简单,先用砂轮磨成圆弧,只剩单边的直边刃口,中间还有一段燕尾槽凸出。主要是燕尾槽附近有缺口,刀口崩成锯齿状了。
65锰钢是碳含量0.65%的中碳钢,如果退火没做好,会比普通铁料要硬一些,对模具磨损比较快。
对于2毫米钢带冲压,用DC53是比较常见的选择。DC53的韧性是SKD11的2倍,使用硬度有HRC60-62,高硬度兼备韧性。
在我印象里面,DC53冲压2毫米的铁板,正常可以做5万次左右磨损,不会崩角。而现在用来冲压2毫米65锰钢,DC53冲刀只能做2万多,而且会崩掉一块,还是韧性差了一些。
所以,我问老板,要是觉得现在修模太频繁了,可以换成抗崩裂性能更好的8566模具钢,硬度HRC58-60,先解决崩角的问题。在23年9月的时候,老板就定做了一件誉辉8566模具钢回去使用。
今天是25年5月了。前两天杨老板回来告诉我,上次用8566做的冲刀,比DC53是要好用很多了,不过冲压4万次左右,切断声音比较大了,冲刀刀口磨损了,还有没有更好的模具钢推荐?

对于2毫米65锰钢冲压冲刀崩角,这次我给老板两个新的方案。
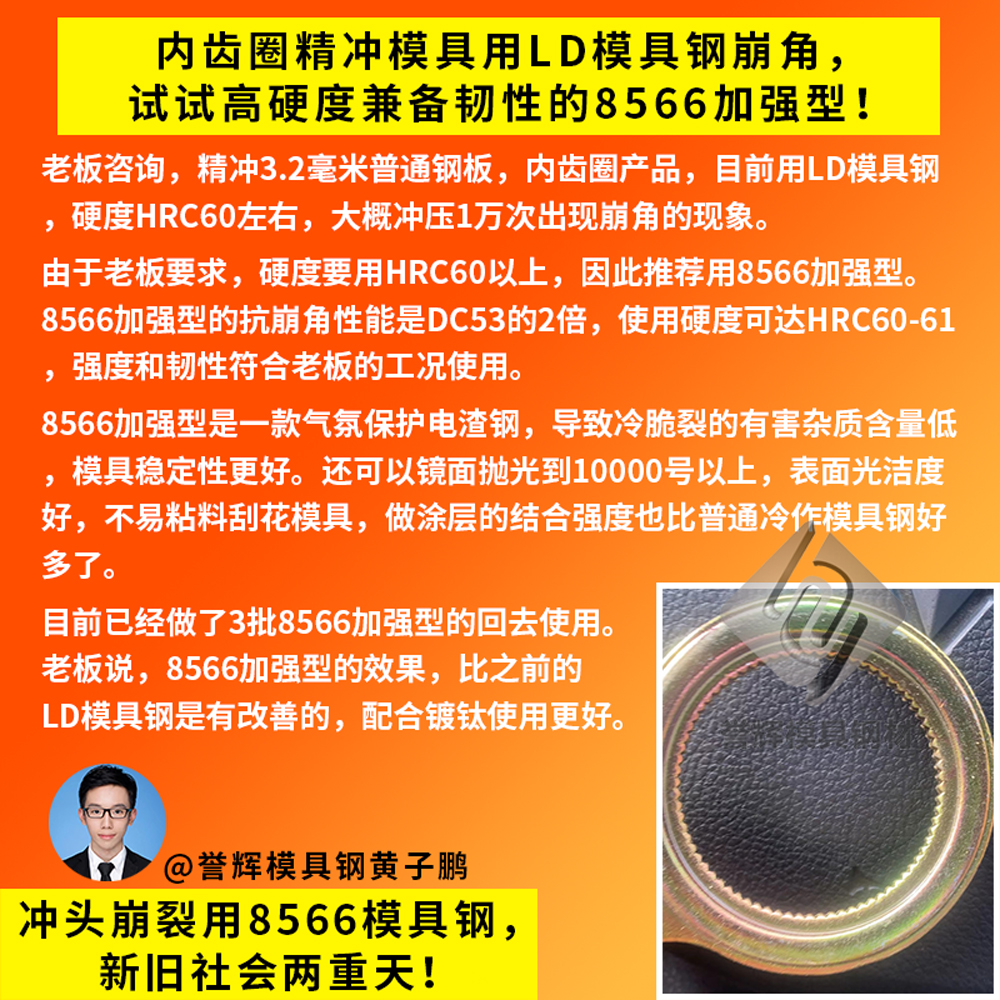
第一种是改用8566加强型。8566加强型的抗崩角性能是DC53的2倍,使用硬度可达HRC60-61,高硬度兼备高韧性。
8566加强型的刀口强度更高,耐磨性比常规8566更好,一般是用来替代DC53、LD模具钢和低硬度M2高速钢。特别是用在薄板硬料冲压和厚料精冲模具,8566加强型可以解决模具不稳定崩角的情况。’
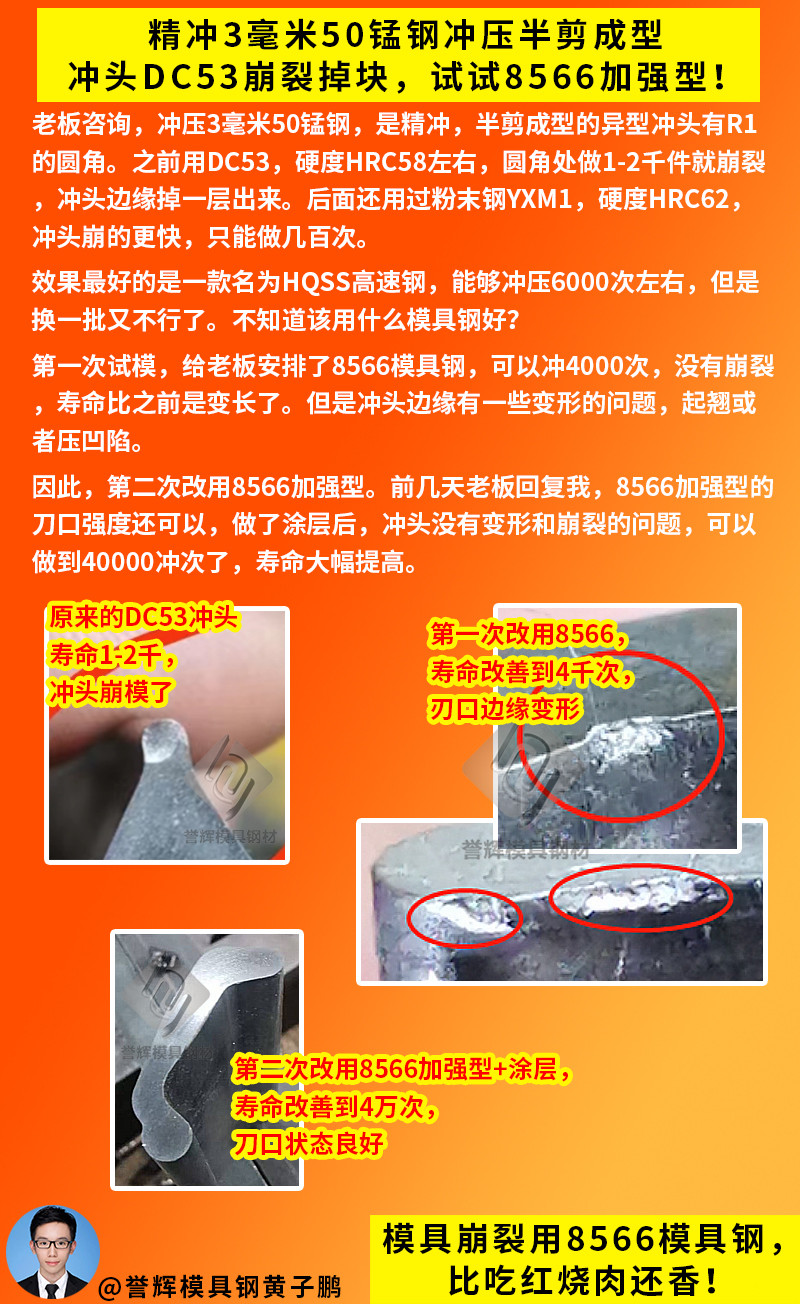
去年我有一个佛山的老板,他做3毫米50号钢精冲模具,半剪成型的冲头用DC53,硬度HRC58左右,冲头的R1圆角会崩掉一层,只能冲1-2千产品就要修模了,所以来找到我,想要冲头更耐用。
第一次我给他换上誉辉8566模具钢,可以连续冲压4千次,冲头没有崩裂了,但是有些变形卷刃的情况。
所以第二次换成了我们的8566加强型,硬度HRC60-61,再加涂层之后使用,可以冲压40000冲次,冲头刃口的状态还是很好,既没有崩口,也没磨损。
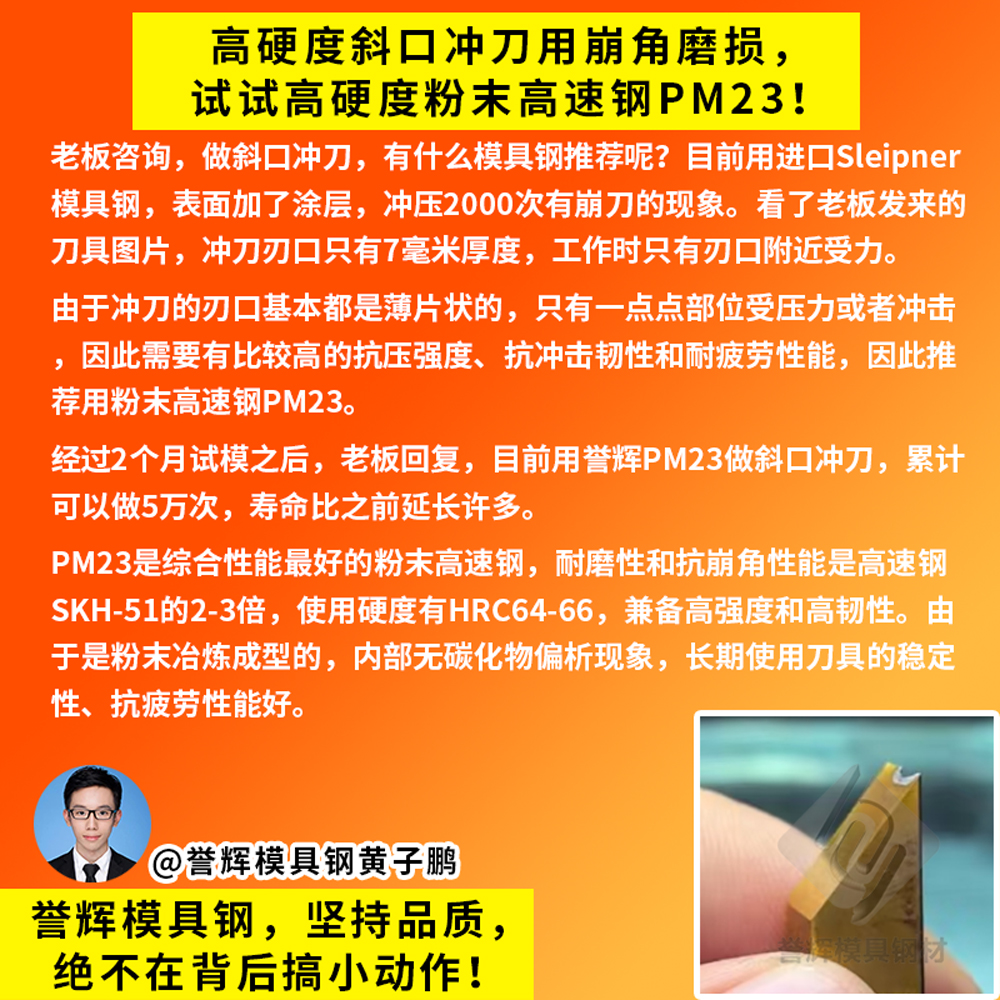
第二种方案是改用粉末高速钢PM23。粉末高速钢PM23的耐磨性和韧性是M2高速钢的2-3倍,使用硬度有HRC64-66。
PM23的碳含量有1.3%,是一款高碳高合金钢,做单边冲刀、斜口冲刀、尖角铲齿刀非常好用,就是价格比较高,只适合产品产量很大的时候使用。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我已经发布了387场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
屏幕前的老板如果也有类似的冲压切断2毫米65锰钢带冲刀用DC53崩角快工况,也可以来誉辉模具钢黄子鹏尝试一下。