


冲压2.2毫米A3钢冲孔落料DC53冲头频繁崩角,试试誉辉原厂8566模具钢【第1024篇】
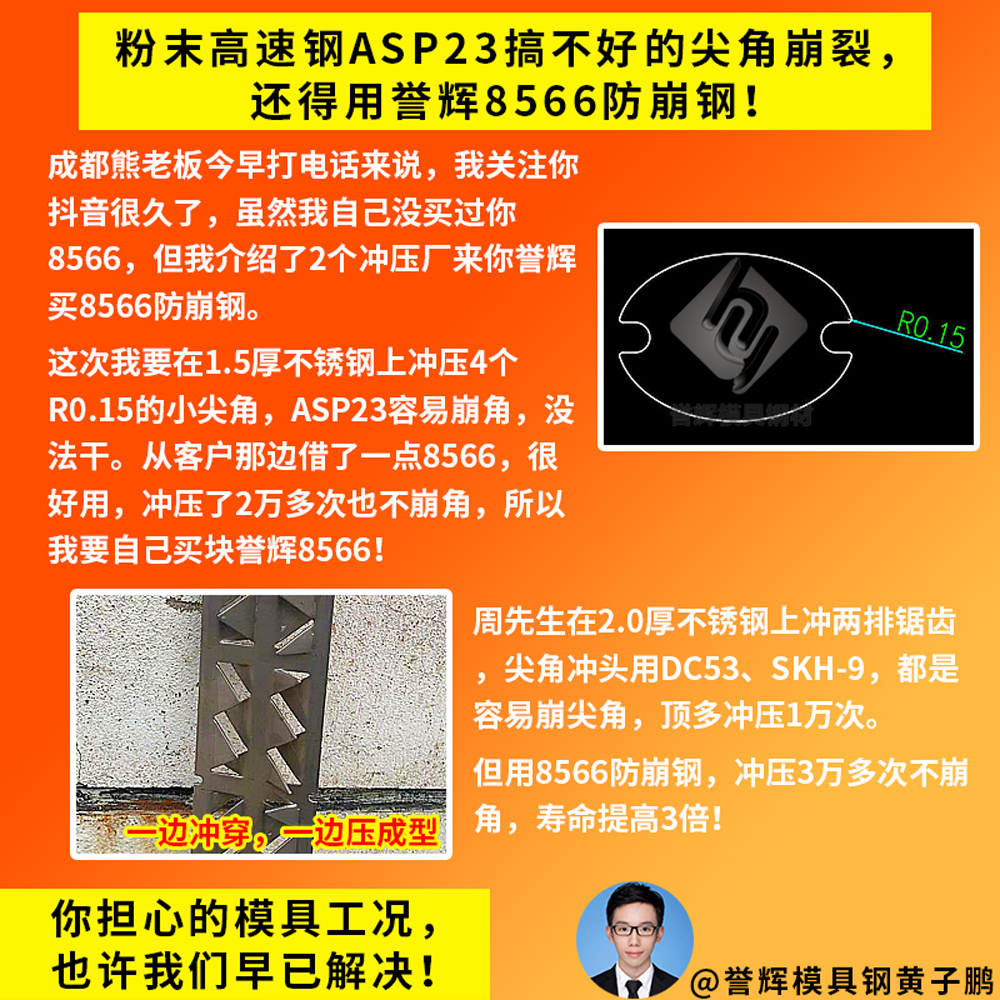
浙江老板咨询,他是冲压2.2毫米A3钢,先冲孔,再落料,产品有90度直角,每分钟冲压100次,现在两种冲头都遇到了崩角掉块的情况,用网上买的苏州8566也不行,打了十几分钟就崩掉了。所以想来了解还有没有更好的模具钢推荐。【誉辉模具钢黄子鹏日记第1024篇】
A3钢是旧国标材料,对合金成分没有太多规范,现在一般是指代20号钢、Q235B这类钢材,也就是一种有点厚度的普通钢板的冲压工况。
如果产品R角比较小,那崩掉也情有可原,但是冲孔冲头都会崩缺,就很奇怪了,不知道是不是因为原材料软硬不均,加剧了崩裂的问题。
对于2.2毫米A3钢冲压模具冲头崩裂严重的问题,我还是推荐用誉辉8566模具钢。
记得去年我们浙江的安老板,是冲压4毫米42CrMo,冲孔落料一次成型,产品中间腰孔对光亮带要求高,冲压间隙放很小。之前底模用DC53和高速钢SKH-9,经常出现刀口旁无规律崩块的现象,最好的时候也才做3-4千次,天天都得修模。
为了解决频繁崩裂的问题,安老板找到我们,也开始试用誉辉8566模具钢。经过2个星期的使用,安老板发来好消息,8566底模一次性打了20000件都没有修过,效果很好,马上都买了2件8566硬料回去当备模。

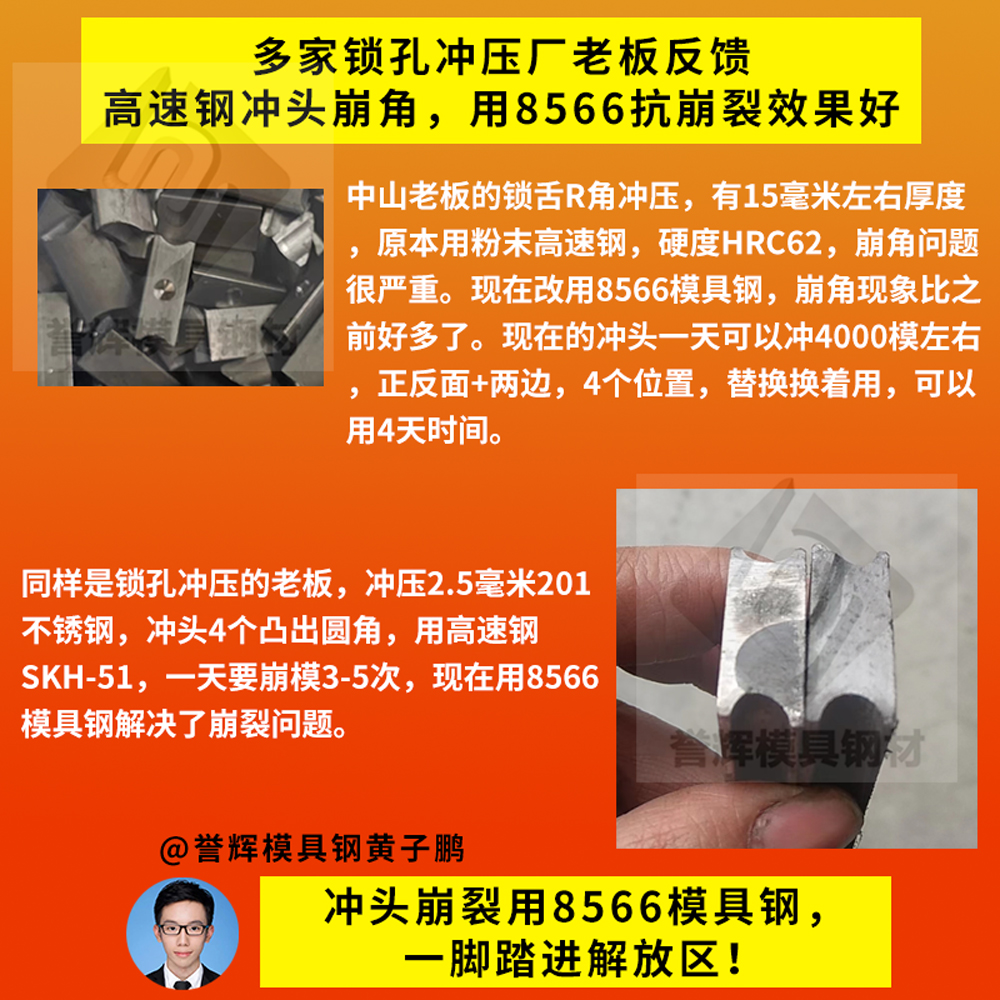
还有我们中山的朱老板,他是冲压不锈钢锁舌产品,厚度有15毫米。由于不锈钢产品要求不能塌边,所以是加硬后再冲压的。他有一种冲头是直边尖角的,还有一种是两边带圆弧R角。之前用硬度HRC61-62的粉末高速钢,一直遇到不稳定崩角的情况。
为了解决冲头崩裂的问题,朱老板在22年7月开始用我们誉辉8566模具钢。
在当年9月份的时候,朱老板再次回来采购时反馈,现在8566冲头不会崩裂的,都是正常磨损。一天可以冲4000多次,磨一下又可以继续使用,翻个面又可以继续用,韧性比之前粉末高速钢要好多了。朱老板也已经是我们连续4年采购的老客户了。
8566模具钢是我们誉辉模具钢的专有合金成分和专有热处理技术产品。8566模具钢的韧性是SKH-51高速钢的4倍,D2的2倍,使用硬度有HRC58-60。他可以解决用Cr12MoV、DC53、高速钢SKH-51等高硬度模具钢遇到的冲头崩裂问题,并且成倍的提高模具寿命。
特别是在厚板冲压、尖角冲压、不锈钢冲压、小孔径冲压、精冲模具等等的残酷工况,誉辉8566模具钢已经分享了过千个真实案例,互联网上99%的真实客户使用案例,都是出自我们公司。
冲头崩裂用8566模具钢,新旧社会两重天!不仅是一句广告语,更是过千真实用户的心声的呐喊!
也因为8566模具钢的韧性太好,受到市场热捧,现在已经成为全网同行都在抄的“四抄”模具钢,从钢材的名字、性能文案、广告语、客户使用案例,都是用我们公司的素材。但发货给客户的材料,又是拿一些低硬度的DC53、LD模具钢之类交差,这种现象是很不好的。各位老板在采购的时候,还是要擦亮眼睛,不要再踩坑了。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我已经发布了391场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
屏幕前的老板如果也有类似的冲压2.2毫米A3钢冲孔落料DC53冲头崩角工况,也可以来誉辉模具钢黄子鹏尝试一下。