


冲压7.7毫米Q235B半精冲成型冲针用SKH51磨损拉伤,试试PM4粉末钢【第1036篇】
河北的黄老板咨询,他是冲压7.7毫米Q235B,半精冲成型,模具放了50丝间隙,现在用SKH-51的成品冲针,冲压不到1万次,冲头就磨损拉伤了,产品光亮带不明显了,所以想来了解有什么好的模具钢推荐?【誉辉模具钢黄子鹏日记第1036篇】
从合金成分上看,Q235B是一种碳含量低于0.2%的低碳钢,有一定强度,塑性变形能力良好,是做刹车系统类精冲件比较常用的原材料。
精冲工艺是一种通过挤压、剪切成型的冲裁工艺,由于冲压间隙比较小,通常只有料厚的0.5%左右,模具刃口在工作会受到较大的压力和摩擦,对模具钢的抗压强度、抗摩擦性能和抗粘连性能要求很高。
特别是做厚板精冲模具,模具钢还需要兼备高韧性,防止不稳定崩角开裂的情况出现。
SKH-51高速钢是一款合金成分为W6Mo5Cr4V2的钨钼系高速钢,他的成品冲针硬度一般在HRC60-62。
SKH-51比普通Cr12MoV、DC53钢都更耐磨,现在冲压厚板Q235B打1万次出现磨损擦伤的情况,如果还要继续提高耐磨性,那我建议老板改用硬度更高、抗刮花性能的粉末高速钢PM4。
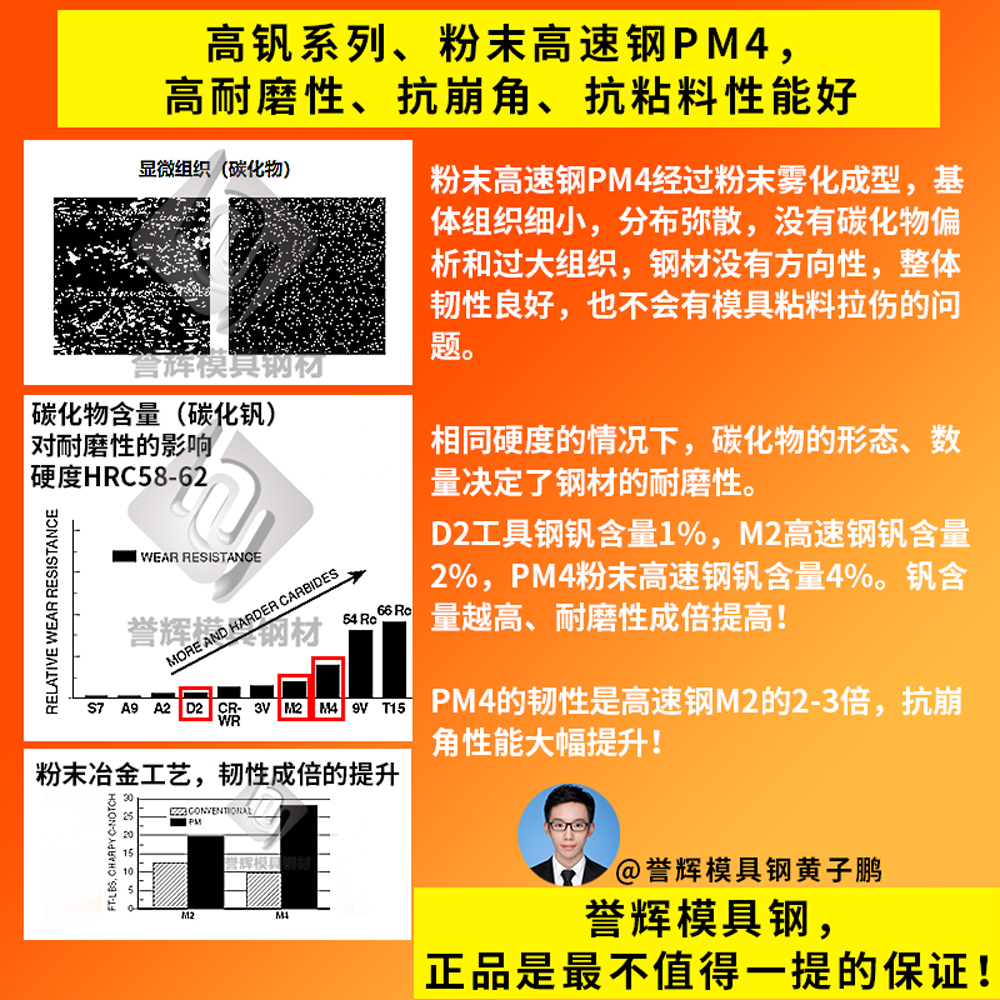
PM4是一款具有超高耐磨性的高钒型粉末高速钢,其中耐磨合金钒含量有4%,是SKH51高速钢的2倍,D2工具钢的4倍。碳化钒合金的硬度高达HV2800,远高于钢铁本身和其他类型的碳化物。因此,钒的含量越高,模具钢的耐磨性会成倍提高。
PM4的抗磨损性能是SKH51高速钢的2-3倍,使用硬度可达HRC64-66。从高强度和高耐磨的角度,PM4可以很好的解决DC53、SKH51高速钢的磨损和塌边问题。
PM4还是一款粉末冶金成型的高速钢,消除了普通SKH51高速钢的内部缺陷,微观碳化物尺寸细小,分布均匀,没有合金偏析的问题。因此PM4的韧性更好,受力也不容易开裂,而且模具表面光洁度高,具有不粘料的特性。
PM4用于摩擦比较严重的精冲模具、拉伸模具和折弯模具时,可以解决SKH51模具容易粘料和刮花的问题,打出来的产品更加光亮,产品质量高。
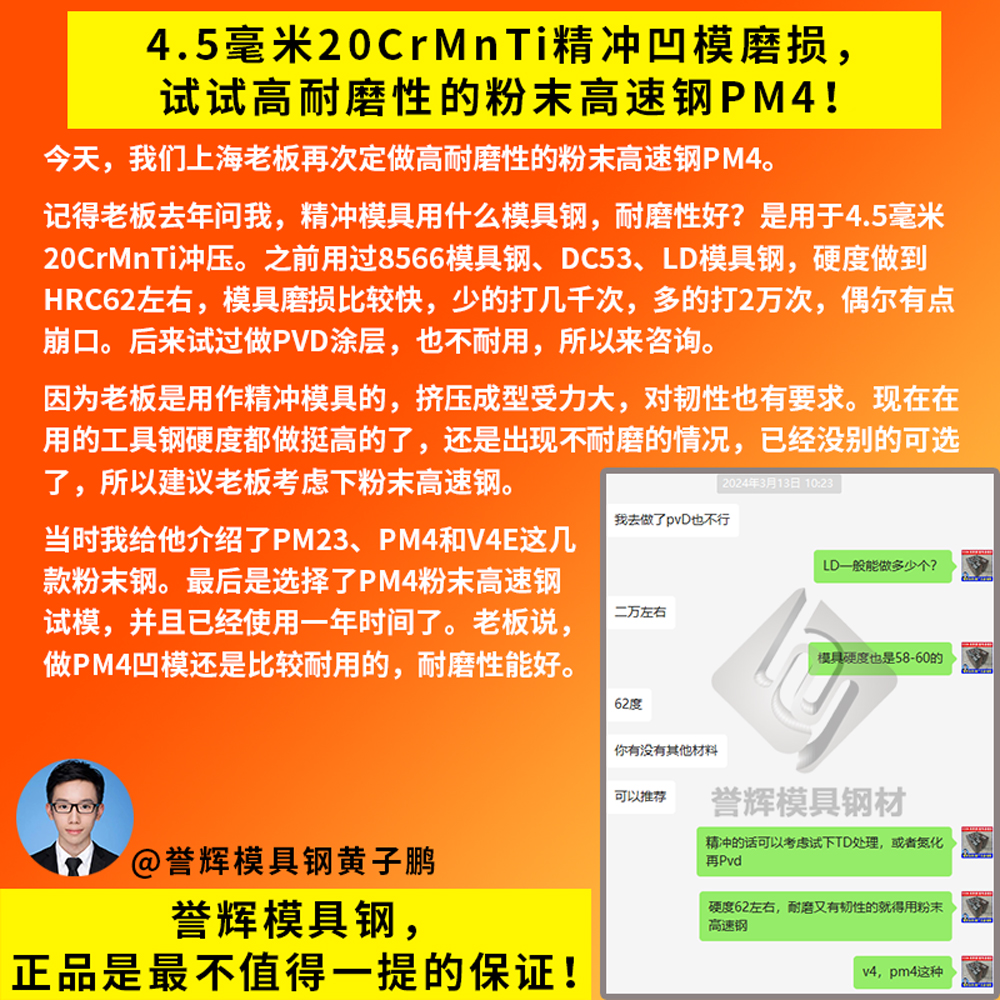
最近我们上海做精冲模具的张老板,也再次回来采购PM4粉末高速钢。记得他在去年年初时咨询我,精冲4.5毫米20CrMnTi材质,底模刀口用什么模具钢耐磨性好?
他之前用过8566模具钢,DC53,LD模具钢,模具硬度在HRC62左右,冲压2万次左右,就出现磨损的情况了。去做了PVD镀钛处理,模具寿命还是不行,经常得换模具修模具,很浪费时间。
因为对硬度和韧性都有更高要求,普通高速钢没法用,而且这个模具也不是很大,买点好的模具钢成本影响不大,所以推荐他用PM4粉末高速钢,在最近1年多时间里多次使用。最近张老板接到新订单了,又回来采购材料。
张老板说,你们誉辉的PM4粉末高速钢做精冲模具凹模挺好用的,刀口不容易塌角和刮花,耐磨性很好,现在做有量的产品,都用你们的PM4了。
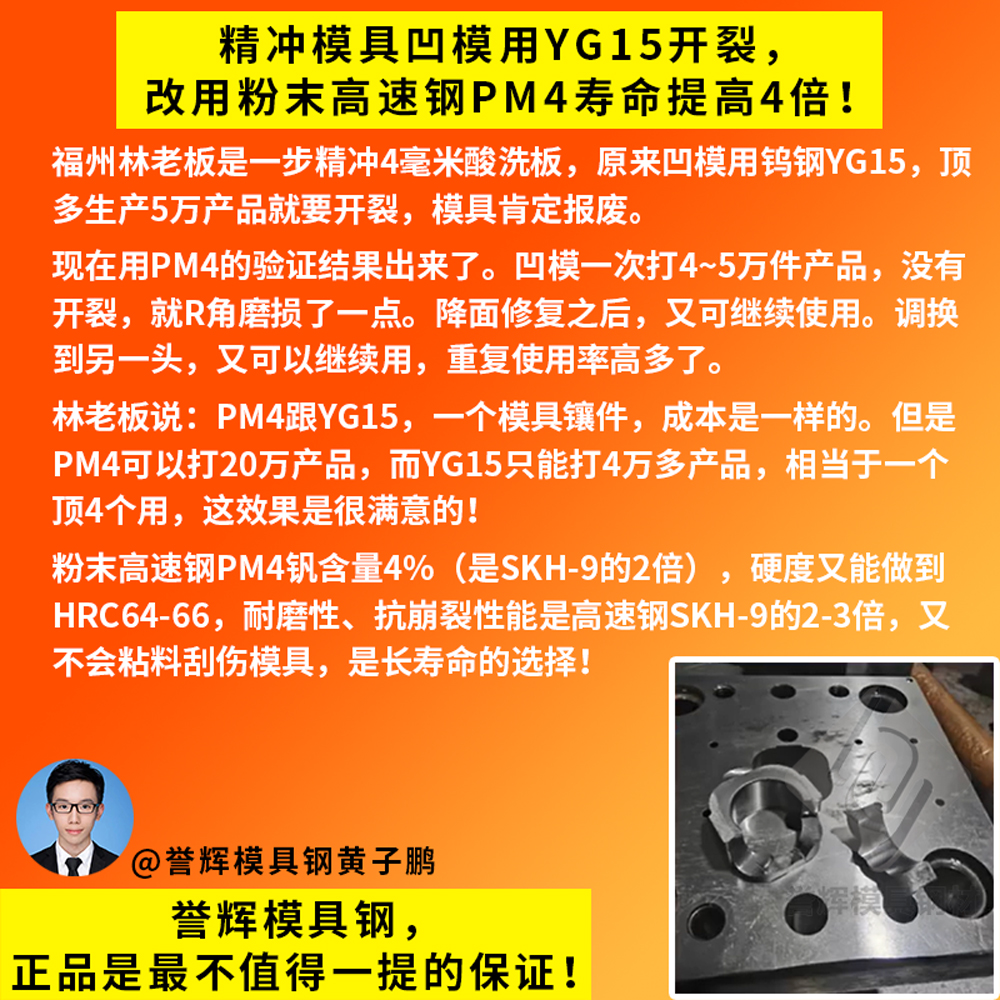
还有我们福州的林老板,他是一步精冲4毫米的酸洗板,之前的凹模用YG15钨钢,容易裂模,生产5万件产品镶件就要爆掉,模具都是一次性的,生产成本很高。
现在改用誉辉PM4粉末高速钢,冲压4-5万件产品,只是R角处有点磨损了,降面修复之后又可以继续使用,换一个方向还可以接着用,最终能打20万产品。
林老板说,PM4和YG15的材料成本是差不多的,但是PM4的韧性好,模具重复使用次数多,一副模具等于之前4件模具用,这样就很有性价比了,效果很满意啊。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我已经发布了392场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
屏幕前的老板如果也有类似的冲压7.7毫米Q235B半精冲成型冲针用SKH51磨损拉伤工况,也可以来誉辉模具钢黄子鹏尝试一下。