


冲压0.3毫米黄铜冲孔冲子用粉末高速钢粘铜粉,试试誉辉PM23好用【第1043篇】
深圳老板咨询,他是冲压0.3毫米黄铜,冲孔孔径在0.5毫米左右,每分钟冲压60次,有加润滑油。
现在冲子用粉末高速钢做的,刚开始没有问题,做到5天-6天时间,还做不到几十万次,冲子表面就粘上铜粉,黄黄的,好像被电镀了一样。想来了解有什么不容易粘粉的模具钢。【誉辉模具钢黄子鹏日记第1043篇】
老板的这个情况,确实很让人费解。薄板软料冲压,而且速度都没有超过100次每分钟,对模具钢性能没有太多要求,如果舍得花钱买粉末高速钢,那应该非常耐用了。
粉末高速钢也是高速钢的一种,只不过他在冶炼时,会将钢水雾化喷出,迅速冷却成细小粉末,然后再通过高温高压烧结成型。
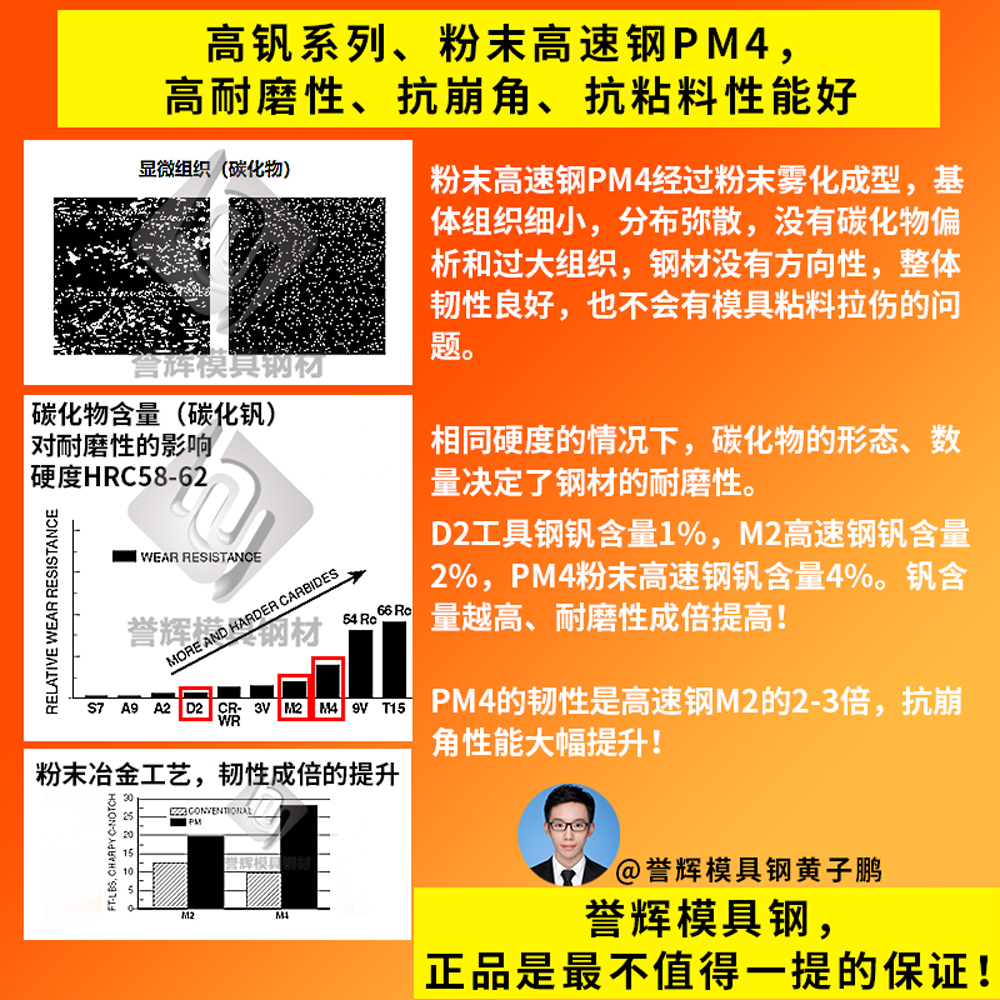
通过这种生产方式,可以消除传统熔铸型高速钢的内部缺陷,坚硬的碳化物组织尺寸细化为之前的几分之一大小,有助于提高高速钢的韧性和抗疲劳性能。
也因为粉末高速钢的晶粒得到细化,没有碳化物偏析的现象,模具表面微观硬度均匀,既有高硬度、也有高耐磨性,抛光效果好,所以粉末高速钢一般都具有不粘料、抗刮花的特点,其中高钒型的粉末高速钢抗粘料效果最好。
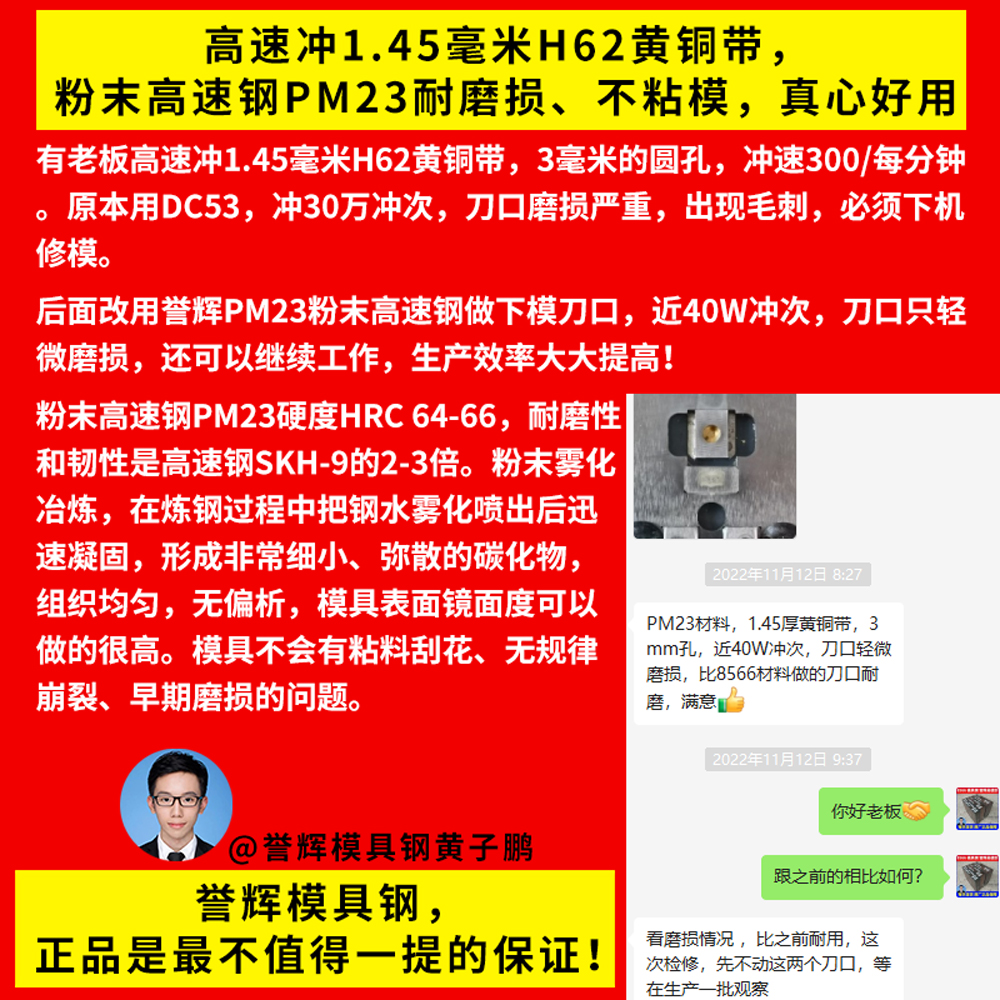
记得22年年底的时候,我们广东潮州的余老板找来,他是连续模高速冲压1.45毫米的H62黄铜,每分钟打300次,之前他是因为上模冲头的窄边崩掉了,所以找我买8566模具钢。
后面他告诉我,他的成型底模、冲孔刀口也不耐用。之前是冲孔刀口用DC53,冲压30万次,圆孔边缘有塌角,产品外观出现小毛刺。成型底模表面有小针孔一样的压痕,表面也黄黄的粘铜粉了。所以我建议他,改用硬度更高、抗粘料性能更好的PM23粉末高速钢。
经过几个月的使用,到了第二年4月,余老板很高兴的告诉我,PM23刀口锋利度保持性很好,不粘刀,可以连续冲压95万次再开始大修,寿命是DC53的3倍多。
因为8566韧性好窄边冲头不崩了,PM23做镶件耐磨性好也不用经常磨,模具的生产很顺畅,余老板的车间产量连续2个月提高25%左右,被评比为优秀车间!了解到这个消息,我也很兴奋!
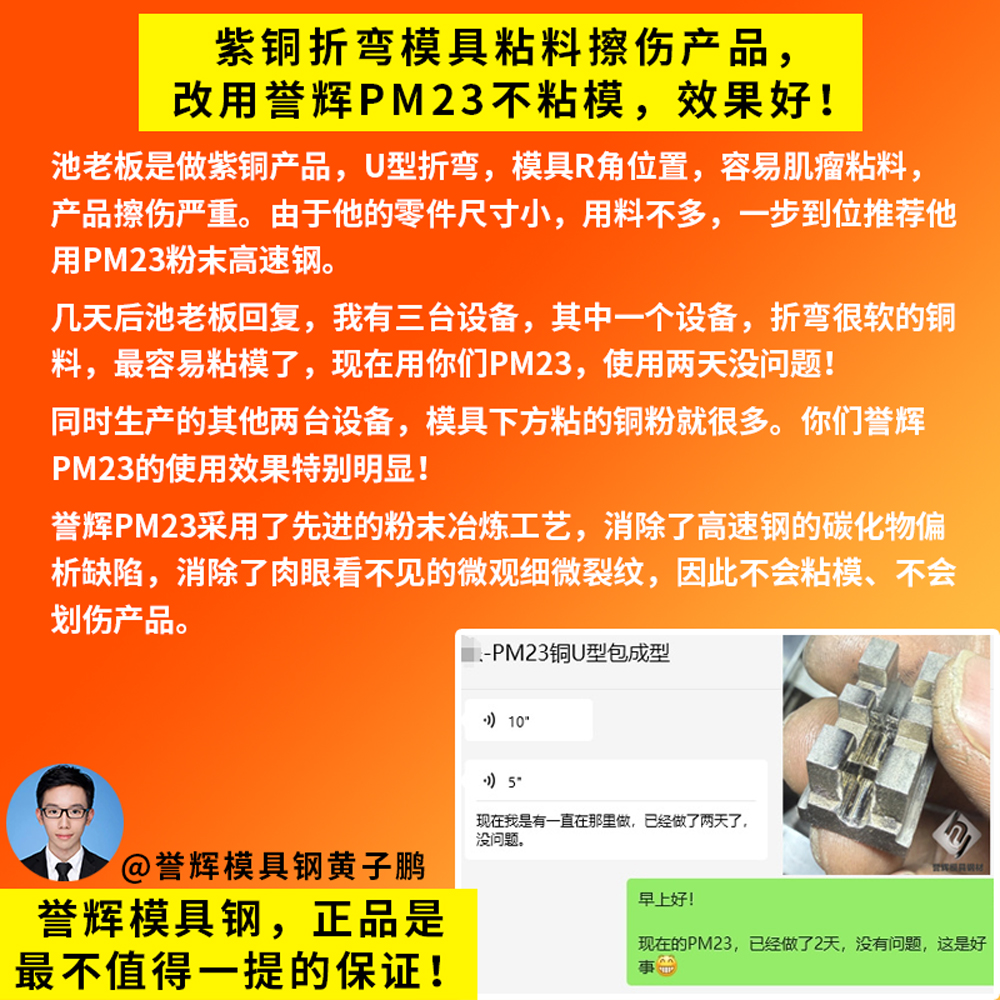
还有去年找到我们的佛山池老板,做紫铜的U型折弯成型,小镶件的R角容易堆积铜粉,会把产品刮伤,后面也是用我们PM23粉末高速钢解决的。因为他是三台机一起在用,用PM23的那副模具,光洁度明显比其他两台更好。
碳化钒是硬度最高的碳化物之一,而且具有细晶粒的特点,模具光洁度高,抗粘料效果好。高钒型粉末高速钢最适合适用于表面摩擦严重的拉伸模具、冷挤压模具、粉末压制成型模具,也可以用于对耐磨性和抗粘料有要求的高速冲压模具和精冲模具。
PM23的使用硬度有HRC64-66,具有3%的钒含量。因为PM23的韧性比其他高硬度高速钢更好,所以他的使用量很大。
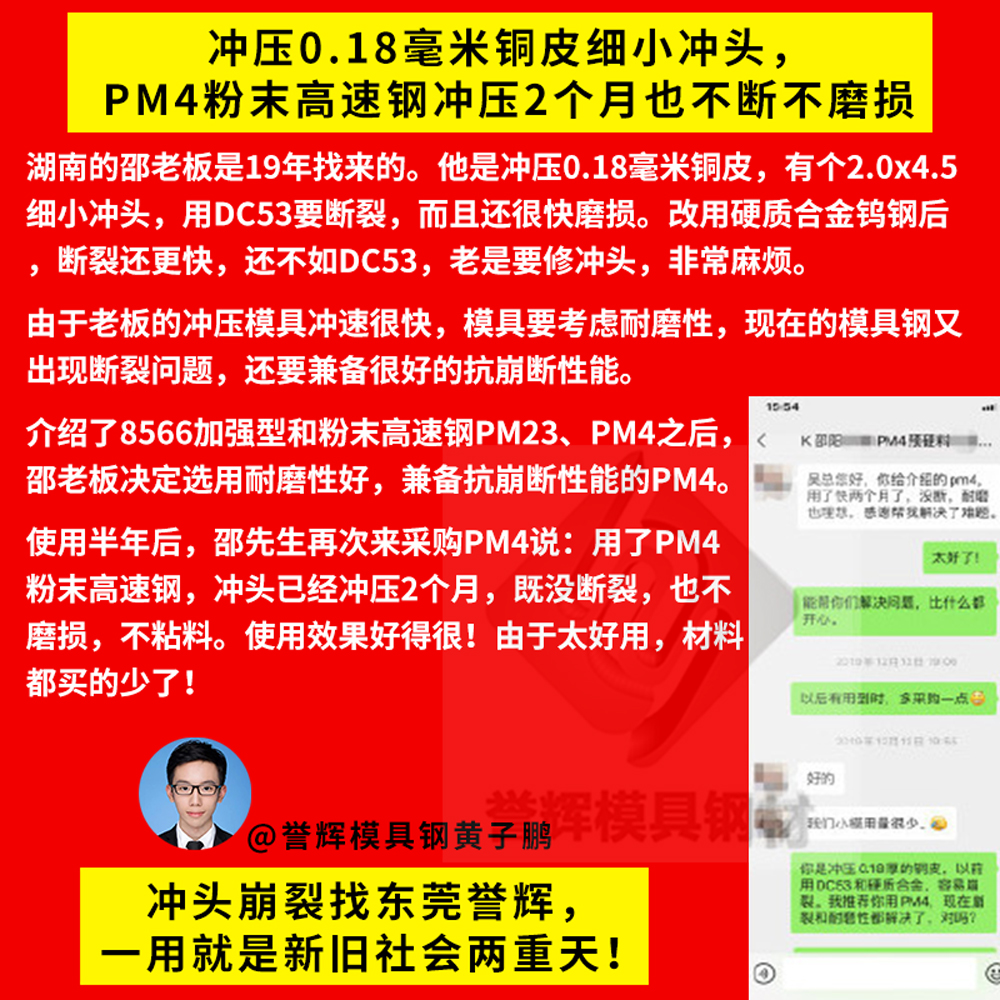
如果追求更好的耐磨性和表面质量,还可以改用4%钒的PM4粉末高速钢,或者8%钒的PM53粉末高速钢,使用硬度都是一样的。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我已经发布了394场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
屏幕前的老板如果也有类似的冲压0.3毫米黄铜冲孔冲子用粉末高速钢粘铜粉的工况,也可以来尝试一下。