


冲压1.7毫米不锈钢DC53冲针磨损快,底模刀口扩大,试试锻打DC53【第1055篇】
做不锈钢冲孔的老板咨询,冲压0.9-1.7毫米厚的不锈钢,孔径5*10,一次冲3个孔。现在用的DC53做的,出现冲针不耐用,底模间隙容易大的问题。想来了解有什么耐用的模具钢推荐。【誉辉模具钢黄子鹏日记第1055篇】
这是冲压2毫米以内的不锈钢,属于薄板软料冲压的工况,只对模具钢的耐磨性有要求。而且冲压的孔径也有原材料厚度的几倍大,冲针强度足够,目前也没有遇到崩断或者开裂问题,所以我们尽量选择高硬度、合金含量高的模具钢,就可以了。
根据老板对生产数量的要求不同,我们大致有两种选择。如果冲速不是很快的,单次冲压几万件就足够了,那我们可以用电渣锻打DC53,或者耐磨钢6077。
记得我们江门的李老板是做滤网类型产品,原材料是 0.8毫米不锈钢,上面有密集的孔需要冲压出来。之前他们的下模刀口是用Cr12、SKD11,不是很耐磨,孔位刃口很快就磨圆了,产品毛刺都立出来了一圈。他们也想买DC53,但是当地找不到合适的热处理。
在23年的8月,李老板就找到我,买了两件电渣锻打DC53回去使用,粗加工好再发回来我们东莞做热处理。到了11月份,李老板在我朋友圈下面留言,怎么没有发发他的使用案例。12月的时候,刚好有其他做冲孔的老板来咨询DC53的使用寿命,我就去回访了一下李老板。
李老板告诉我,你们誉辉DC53挺好用的,比原来的SKD11耐用2-3倍,刀口耐磨性好,不容易扩孔了。他最早用DC53做的两幅冲孔凹模,单次可以冲6-8万,降面磨一下可以继续使用。
因为使用效果好,23年、24年、25年李老板都有回来采购电渣锻打DC53,至今已经采购了39件回去使用。

如果说对DC53信心不够的,也可以换我们的耐磨钢6077。耐磨钢6077,专为冲压模具设计,综合性能碾压Cr12MoV,SKD11和D2。
耐磨钢6077的使用硬度在HRC 60-63,通过特殊的重熔冶炼和锻造工艺,有类似普通高速钢的耐磨性,而且他的碳化物颗粒细小,模具不容易崩碎,表面微观硬度均匀,抗刮花性能好。
目前在不锈钢的冲压和拉伸模具,耐磨钢6077的使用效果很好,价格也就比DC53贵一点。
我们有位唐老板,冲压0.3毫米304不锈钢的三角形网孔模具,每分钟冲速300次,之前他的底模用DC53,时不时出现孔与孔之间的开裂,刀口磨损也很快,后面就是用的我们耐磨钢6077解决。
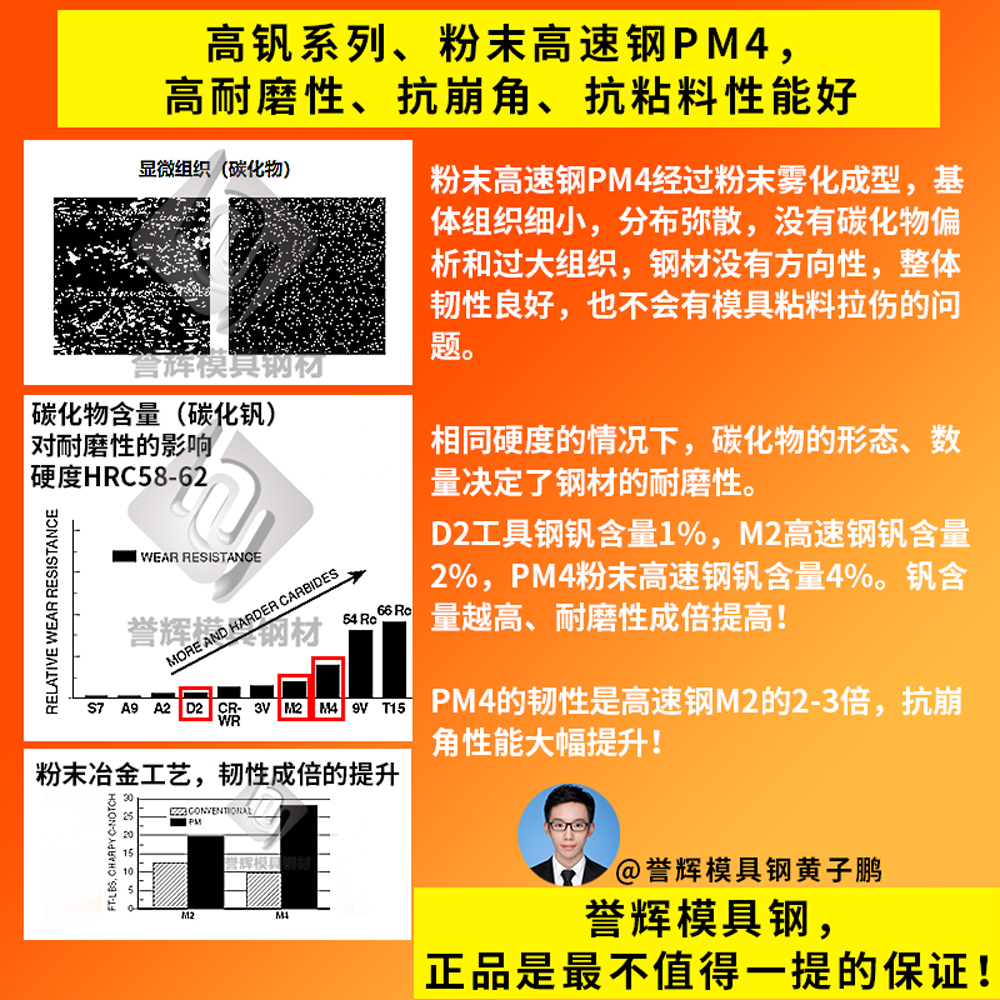
如果是做长期订单的,产品量很高,单次要冲小几十万的,那可以改用PM4粉末高速钢。PM4是高碳高钒型粉末高速钢,具有超高耐磨性,而且表面抗粘连性能好,不粘铁粉。
PM4的耐磨性是普通白钢SKH-51的2-3倍,使用硬度有HRC64-66,刀口强度高,就不会出现很快扩孔和塌边的问题了。
因为老板的模具尺寸也不大,用PM4做个镶块成本也是可以接受的,模具省心很多,不用每天修模具,车间产量成倍提高。我们工厂师傅是请来搞生产的,不是来修模具,还是要靠多出货,老板才能够赚到大钱。
最后老板又说了一下,他的冲床精度可能不太行,模具对孔有时候不准。这个问题就不是模具钢可以解决的了,只能是建议他模具结构改一下,平时机器要按时保养才行。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我已经发布了402场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
屏幕前的老板如果也有类似的冲压1.7毫米不锈钢冲孔DC53冲针磨损快,底模刀口扩大工况,也可以来誉辉模具钢黄子鹏尝试一下。