


黄铜铆压冲头用SKD11和SKH-9高速钢粘料刮花,试试PM23粉末高速钢【第1082篇】
老板咨询,打黄铜的铆压冲头,现在用SKD11,SKH-9高速钢,都出现粘铜料的现象,一般打1-2天模具表面就有明显粘附,这是什么原因。【誉辉模具钢黄子鹏日记第1082篇】
粘料是一种金属迁移的现象,一般来说,低硬度、塑性高的被加工材料,更容易粘在高硬度的模具表面。
如果加工工艺没有做到位,模具表面在微观上是凹凸不平的,天然就容易堆积料屑。所以,要解决粘料的问题,首先模具表面要加工好+抛光好,减少微观上不平整的存在。
其次是要尽量提高模具表面硬度。这个办法有很多,比如做表面处理加硬,或者更换合金总量更高、晶粒更加均匀细小的粉末高速钢。
粉末高速钢经过粉末雾化冷却+高温高压烧结成型,内部碳化物的平均尺寸缩小为普通高速钢的几分之一,晶粒细化效果好,组织结合强度高,不会出现表面拉毛、掉小渣的现象,避免因钢材自身疲劳磨损导致很快粘模问题。
而且粉末高速钢的合金总量高,钢中含有的坚硬碳化物多,微观硬度高,不同区域的硬度均匀,对冷热交变的耐疲劳性能好,所以有很好的抗粘连、抗刮花效果。
因为老板的铆压冲头尺寸很小,只有几个毫米。小零件本身材料成本不高,割异形的加工费高,而且每过1-2天就要停机更换和重新抛光,非常影响生产。
我们有准备粉末高速钢PM23的1-2公斤的小件硬料,正好适合这种工况使用。
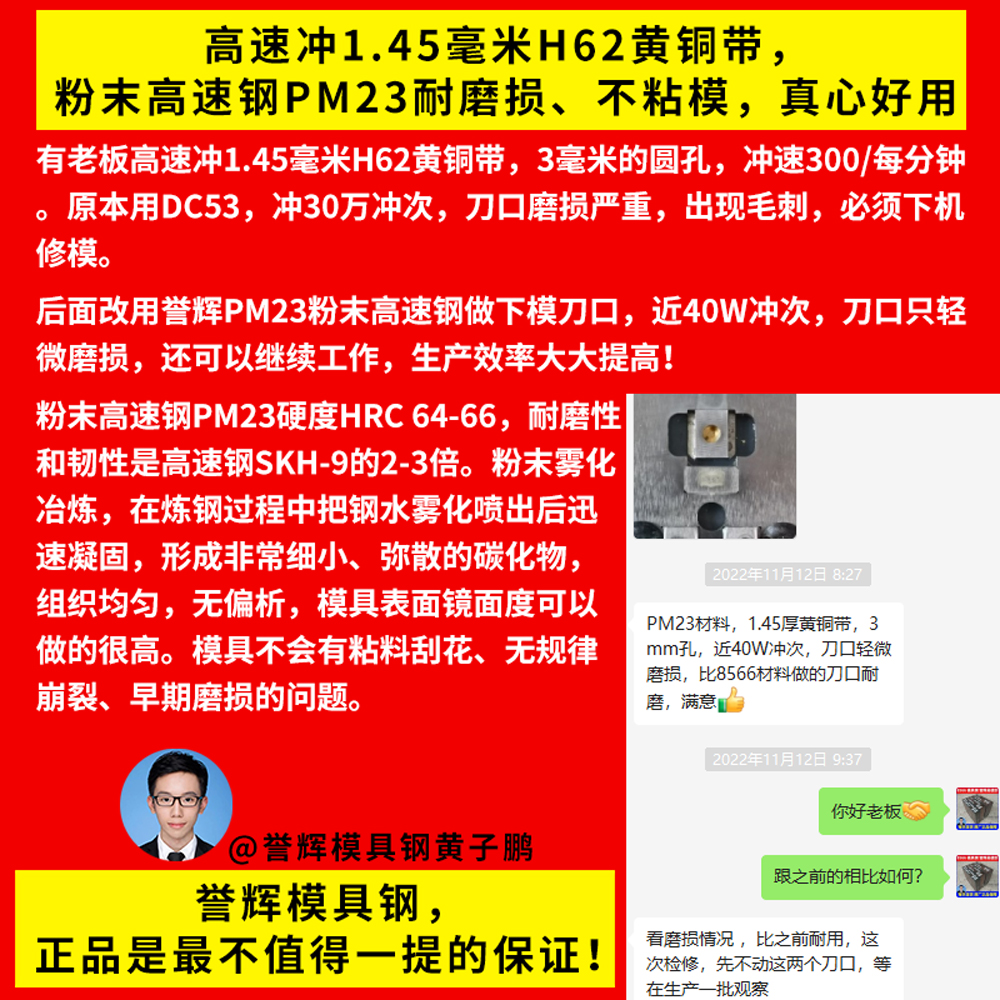
PM23的耐磨性和韧性是高速钢SKH-9的2-3倍,使用硬度有HRC64-66,强度和韧性都很好,用于冲压模具、拉伸模具、精冲模具,PM23不会出现早期粘料磨损的问题。
去年年底,我们佛山池老板找来,他是做紫铜产品的U型折弯成型,小镶件的R角容易粘上铜粉,堆厚了就会把产品刮伤。因为机器是连续不停工作的,时不时要给模具抛光,确实麻烦。
因为池老板的零件也比较小,消耗不多,所以直接买了我们誉辉PM23粉末高速钢回去使用。
一段时间的后,池老板反馈,他有三台机器做同样的产品,其中用上PM23的那副模具,光洁度比其他两台要好的多,其他两幅模具就很容易粘铜粉。PM23打的还是更软的铜料,他的改善效果是很明显的。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我发布了407场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
这是我的第1082篇模具钢日记,我已经连续5年在国内和国外的网站上分享我的工作日常。这也是向我的客户表决心,我每天都在正心正念的销售模具钢材,我没有跑路,也绝对不会销售假冒伪劣材料给他,请你放心。
屏幕前的老板如果也有遇到类似的黄铜铆压冲头用SKD11和SKH-9高速钢粘料刮花工况,欢迎你来誉辉模具钢黄子鹏尝试一下。