


CVT从动带轮轴热锻+冷精整工艺学习,H13齿形热锻模具R角问题分析【第1135篇】
今天抽了点时间,把一篇研究带轮轴冷热复合成形的论文看完了。看的起因是,有一位重庆老板咨询我,他的齿形热锻模具尖角用H13容易凸起变形。
然后我自己研究了一下他的模具,我发现,咦,他的产品跟这个CVT从动带轮轴很像,刚好我又有这个资料,今天周六正好有空就学习一下。【誉辉模具钢黄子鹏日记第1135篇】
这篇文章我的关注点主要是在热终锻和冷精整环节,因为我也想要搞清楚,为什么之前他H13的使用寿命那么短。
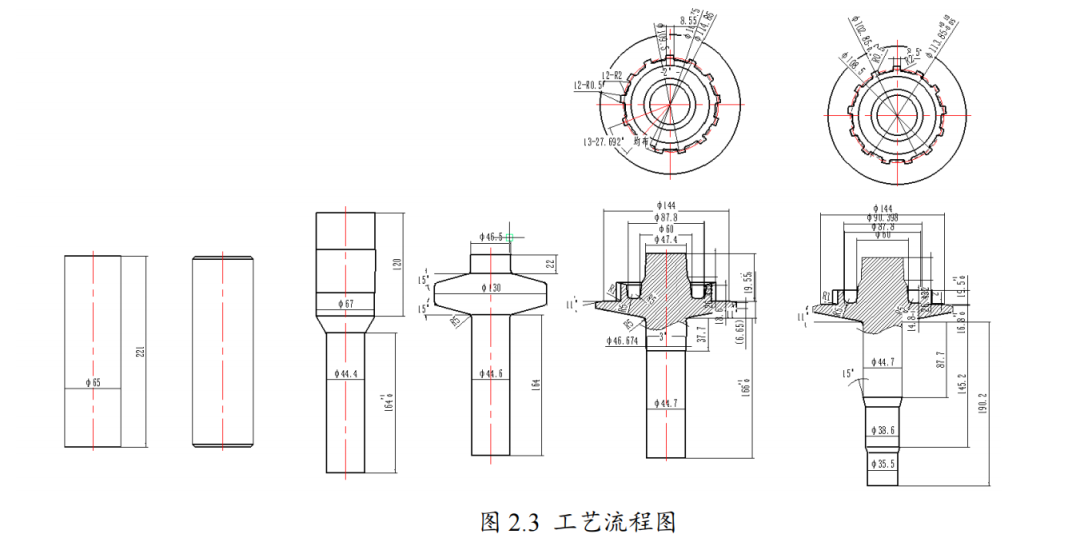
文章中介绍,CVT 带轮轴锻坯的精密复合成形工艺流程为:棒料制坯→抛丸去除表面缺陷→中频炉加热→正挤压减径做出杆部→预锻镦扁出圆盘→终锻成形齿部→等温正火→抛丸去除表面缺陷→磁粉探伤→磷皂化处理→冷精整齿形。
锻造工序在一条以 1600T 压力机为主机的生产线上完成, 400T 液压机上做减径正挤压,1600T 机械压力机做预锻和终锻, 3000T机械压力机做冷精整齿形。
根据模拟分析发现,锻件终锻温度建议在1025-1050度,模具温度280度左右。模具应力较大的区域集中在齿形齿面处,齿隅处的等效应力最大,磨损严重区域集中在齿形面上,齿形入模处磨损量最大。
之前重庆老板来咨询,他的齿圈热锻模具R角容易塌陷变形,模具采用的是H13(硬度HRC50)+氮化,打500件就开始有变形了。
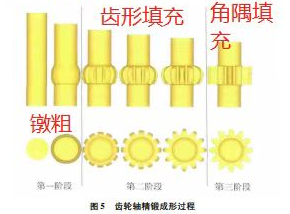
其实去年我还看过另一篇文章,也提到了类似的问题。他是热锻20CrNiMo的齿轮轴,加热温度1100度,齿形的上下角隅填充困难,甚至冲头都压弯了。最后是通过增加斜角或者飞边槽,打开空间填充,减少成形载荷,才生产出来。
现在看完这篇文章,我也理解了,应该是角隅填充困难的原因,模具齿形受到持续高温和高压的影响,因此有容易变形的现象。
在这幅模具上,就算改用8433模具钢,我认为基体硬度也要做高点,保持强度足够才行。

还有就是之前常听说一句话,越大的企业,用的模具钢越一般。看到论文中用的H13,我觉得确实是这样的。
虽然在美标H13规定,钼含量1.1%-1.7%,都是符合H13标准的。但文中H13钼含量仅有1.13%,擦着标准的下限,我觉得这样的H13,性能确实够差劲的。

H13正常的合金成分大概为铬含量5%,钼含量1.3%左右,钒含量1%左右,这三个元素都会形成碳化物,对H13的性能影响是比较大的。
其中铬含量虽然比较多,但碳化铬不够耐热,在模具温度超过在400度以上就开始出现分解,会使得钢的强度下降,模具表面容易磨损和压塌。
碳化钒的热稳定性很好,但添加量超过0.6%之后,钢中容易出现合金偏析的问题,会导致韧性下降,容易打裂。
只有碳化钼,在500多度时不容易软化,既可以提高H13的高温强度,而且也不会使得模具韧性有明显下降。
像文章中这种钼含量明显偏低到1.1%的H13,大概率就是为了卖低价,委托小钢厂故意控制生产出来的。
由于H13钢中含有的耐热组织变少,钢厂在生产这种劣质品的时候,在冶金提纯和锻造工艺上也不会多下功夫,模具钢中杂质多,冲击韧性下降,用作热锻模具更容易出现热疲劳龟裂的和塌模问题。
以上就是我看完CVT从动带轮轴热锻+冷精整工艺文章的一些感想。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我发布了416场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
这是我的第1135篇模具钢日记,我已经连续5年在国内和国外的网站上分享我的工作日常。这也是向我的客户表决心,我每天都在正心正念的销售模具钢材,我没有跑路,也绝对不会销售假冒伪劣材料给他,请你放心。
屏幕前的老板如果也有遇到类似的CVT从动带轮轴热锻冷精整工艺学习,H13齿形热锻模具R角问题分析工况,欢迎你来誉辉模具钢黄子鹏尝试一下。