


2年未解决之谜,冲压1毫米304不锈钢沉孔冲头PM2005和PM2012崩角【第1136篇】
今天收到我们东莞老板返回来热处理的V4E粉末工具钢。【誉辉模具钢黄子鹏日记第1136篇】
东莞老板是在24年1月认识的,当时他冲压1毫米304不锈钢,先预冲孔,然后再冷压到0.35毫米做沉孔,之前他用过PM23硬度不够,说会塌头。现在一直在用PM2005,只能压2万个就崩掉一大块了,半天就得换模具。钨钢他也试过,一打就裂了,韧性差太多。
因为冲头本身就高,也没有多余的高度修复,粉末钢买回来要大几百一公斤,损耗太大了,所以想来了解用什么模具钢好?
冷压成型工艺模具问题是最难解决的,因为冲压的是有硬度钢,需要有足够的强度防止塌模,还要兼备韧性,这其中冲压铜、铁、不锈钢的情况各不相同,平衡点难以把握,选模具钢只能因人而异。
当时我就觉得老板说的工况有问题,因为PM23的强度更高,更加耐压,应该不会容易塌模的,所以让老板回去测下模具硬度,是不是搞错了。
后来东莞老板说,要找模具硬度有HRC60以上的才行,低了冲头就容易塌边,所以当时我跟他介绍了用8566加强型和V4E。
8566加强型的使用硬度有HRC60-61,韧性比DC53高2倍。在硬度HRC60以上的熔铸型冷作工具钢里面,8566加强型是兼备了高硬度和高韧性的选择。

V4E是一款粉末工具钢,碳含量1.4%,耐磨钒元素4%,使用硬度有HRC60-63。V4E经过粉末雾化工艺成型,消除了传统D2高碳钢的碳化物偏析问题,钢中含有的坚硬碳化物数量多,也兼备韧性,大概比PM23抗崩角性能提高50%。
这两款模具钢的区别在于,8566加强型的韧性好不易打裂。V4E的耐压性能更好,不容易塌边变形,不过V4E的价格要高很多。
后来过了几个月,老板的问题还是没解决。在24年11月,老板就先买了一件8566加强型回去试模。过了几天,老板回复我说,8566加强型压了4000次塌边了,估计是强度还不够,还是继续用粉末钢才行。
过了一年,今年10月份的时候,东莞老板又打来电话,原来他的沉孔模具问题还是没解决。这通电话里我才知道,原来是他打的不锈钢硬度有波动,有时候送来的料带太硬了,冲头就老是崩,有时候一天崩几个,他还是在用PM2005为主。
在这一年时间里,他又试过PM2008、PM2012等等的一堆模具钢,都是有崩缺的问题。毫不夸张,几乎所有的粉末钢他都试过了。
然后我说,这也不对吧?PM2008和PM2012都是这几年新出的粉末高速钢,合金总量比PM2005降低了,按道理韧性比PM2005更好才是。
东莞老板说,他订的硬度也是做到HRC62左右的,反正就是不好用。
为了确定这两个材料的性能,我翻了一下他们的材质书,原厂推荐硬度是HRC56-63。
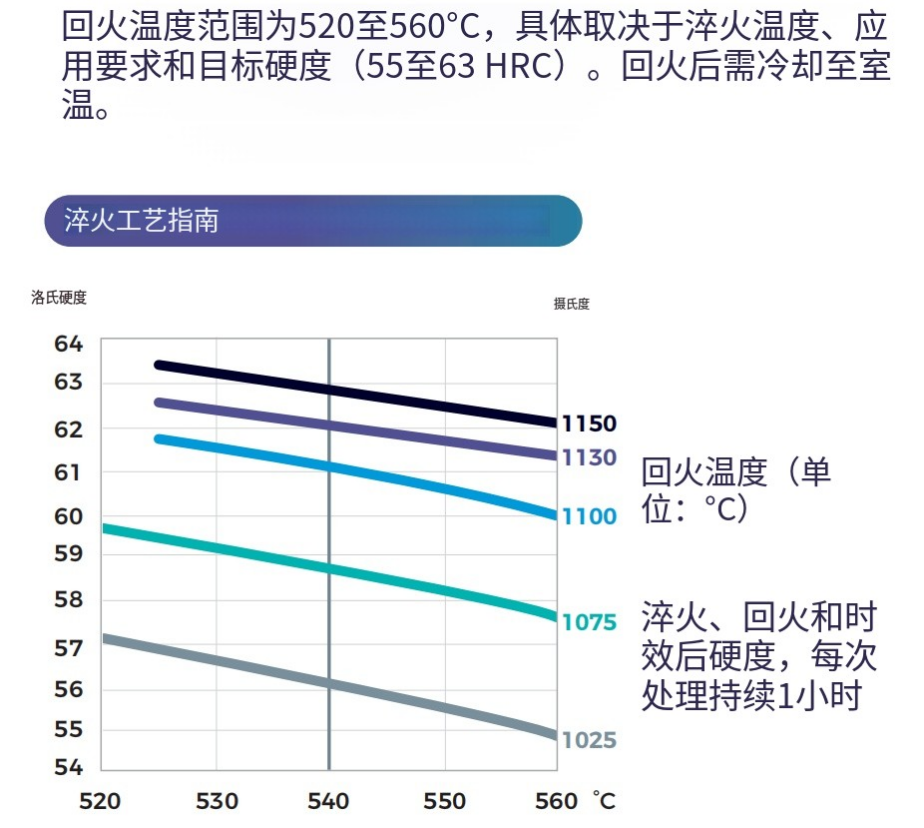
虽然看淬回火曲线,是能做到HRC62-63这样的硬度,但正常来说,碳含量1%、钨钴含量少的模具钢,使用硬度就是在HRC60-62。比如DC53,做有冲击性的模具,谁见过做到HRC63来用的?估计是上家销售也没管老板具体是用来干嘛的,只管卖,客户想要什么就给什么。
这个时候老板电话里说,他又想试一下V4E粉末工具钢了。我开玩笑跟他说,你要是没说这么多,我也就卖给你了。听完你说,用过这么多模具钢都不行,我都有点害怕了。
经过一番讨论,最终老板还是决定买了一件现货硬度HRC61.5的V4E回去试模。在这里也非常感谢老板的信任和支持。
前几天老板回复我,V4E冲头打了2-3万次,表面崩掉一层,但是不是像PM2005那么严重崩到底了。我就告诉老板,如果还有余料在,可以把模具硬度降低点再使用,效果会更好,所以今天他就寄回来了。
这个工况最后到底会怎么解决,还要等等时间才知道。不过我在想,其实问题早就有机会解决的,只是有些同行不用心,正确答案都擦肩而过,老板也没人探讨,所以这个问题拖了2年都还在,这也是模具行业的一种无奈吧。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我发布了416场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
这是我的第1136篇模具钢日记,我已经连续5年在国内和国外的网站上分享我的工作日常。这也是向我的客户表决心,我每天都在正心正念的销售模具钢材,我没有跑路,也绝对不会销售假冒伪劣材料给他,请你放心。
屏幕前的老板如果也有遇到类似的冲压1毫米304不锈钢沉孔冲头PM2005和PM2012崩角工况,欢迎你来誉辉模具钢黄子鹏尝试一下。
#304不锈钢 #沉孔冲压 #冲头 #PM2005 #PM2012 #冷镦 #冷挤压 #8566加强型 #V4E粉末工具钢