


6毫米不锈钢法兰精切光亮带DC53凹模磨损粘料,试试PM4粉末高速钢【第1141篇】
浙江老板咨询,他是精冲6毫米不锈钢法兰,激光下料之后,精冲一下光亮带,现在DC53做的冲头和刀口都容易磨损粘料,产品出现拉丝划痕。做了涂层之后也是这样的情况,想来了解是什么原因导致的?【誉辉模具钢黄子鹏日记第1141篇】
精切模具的加工量很少,也就是冲掉几十丝就可以了,模具主要考虑刃口强度高、不能塌边,表面抗划伤、抗粘连性能好。
DC53的合金含量为Cr8Mo2VSi,碳含量1%,使用硬度有HRC60-62。在冷冲模具钢里面,DC53也算硬度高的了。现在用DC53做的刀口容易磨损,做了涂层也容易磨损,说明DC53的刃口强度还是不够,精切不锈钢厚料时很快被压塌陷。
DC53做的一般是PVD涂层,只要表面几个丝有高硬度,如果下面基体被压变形了,PVD涂层失去支撑,镀膜层有了缺陷,模具还是很容易磨损的。
对于6毫米不锈钢精切模具,推荐老板改用誉辉PM4粉末高速钢。
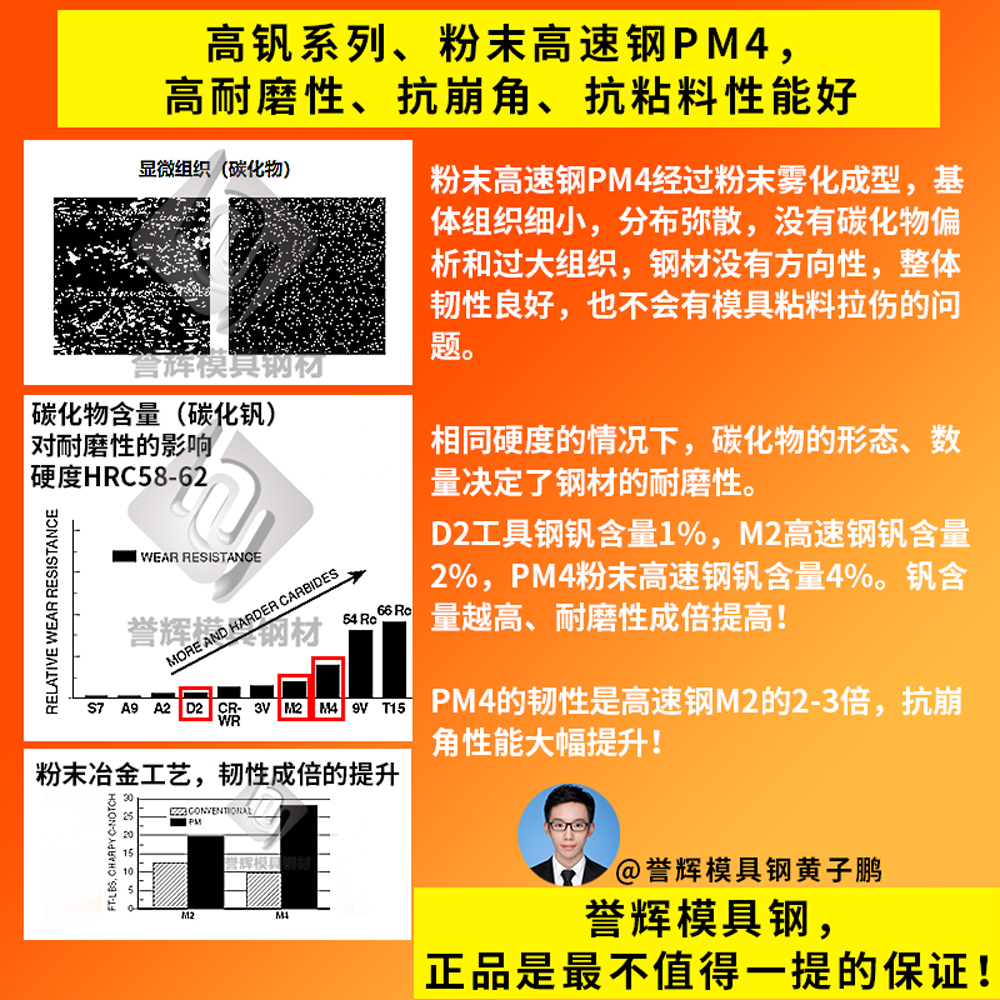
PM4的合金成分为W6Mo5Cr4V4,碳含量1.4%。PM4的耐磨性比SKH-51高速钢提高2-3倍,使用硬度有HRC64-66。PM4的合金总量比DC53更高,刀口强度高,不会被压变形,剪口可以长期保持锋利,也就不容易出现早期塌模磨损的问题。
PM4经过粉末雾化工艺成型,消除了普通SKH51高速钢的碳化物偏析现象,微观组织和碳化物的细化效果好,致密度高,模具表面抛光效果很好,又兼备高硬度,因此有良好的抗刮花、抗粘料性能。
总的来说,PM4比常规的D2、DC53、SKH-51高速钢、ASP23粉末高速钢等等都要耐磨,高硬度时还兼备韧性,用于有厚度的铁料、合金钢、不锈钢的精切模具,剪切效果好,产品光亮带很漂亮。
记得我们上海老板说,PM4粉末高速钢做精冲模具凹模,确实耐用。
上海老板是在24年3月来咨询的,他精冲4.5毫米20CrMnTi材质,之前用过8566模具钢、DC53、LD模具钢,硬度做到HRC62左右,表面带PVD涂层,少的打几千个,多的也就打到2万次,凹模磨损就比较严重了。
20CrMnTi经常用作带齿零件,是加钛元素的细晶强化钢,钢的屈服强度增加,精冲剪切时更容易压扁和刮花模具。因此,我给他推荐改用高耐磨性的誉辉PM4粉末高速钢。第一次先定做了2件50高度的PM4回去试模。
到了6月份,上海老板再次采购时告诉我,精冲凹模容易磨损的问题已经被PM4解决了,而且这个PM4真的够硬,砂轮都不好磨。这两年时间,上海老板已经回来复购了4次PM4粉末高速钢,采购数量翻了几倍。
还有我们苏州老板,精切4毫米30CrMo材质的光亮带,之前底模用DC53+PVD处理,只能冲5000个产品,产品光亮带就很粗糙了。现在底模改用PM23粉末高速钢,寿命比DC53提高8倍。
苏州老板说,虽然PM23的价格看着很贵,但可以少修模8次,首先是节省了人工,然后还多出来1-2天时间可以正常生产。这个冲压产值,已经远远高于买PM23的价格了,怎么算都是划算的!
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我发布了420场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
这是我的第1141篇模具钢日记,我已经连续5年在国内和国外的网站上分享我的工作日常。这也是向我的客户表决心,我每天都在正心正念的销售模具钢材,我没有跑路,也绝对不会销售假冒伪劣材料给他,请你放心。
屏幕前的老板如果也有遇到类似的6毫米不锈钢法兰精切光亮带DC53凹模磨损粘料工况,欢迎你来誉辉模具钢黄子鹏尝试一下。