


慢速冲压0.3毫米201不锈钢圆片,冲头和刀口用DC53耐磨性好不粘料【第1178篇】
今天,我们中山老板的DC53寄回来热处理了,顺便又下了4件我们誉辉电渣锻打DC53圆棒回去使用。【誉辉模具钢黄子鹏日记第1178篇】
中山老板是去年来咨询的,他冲压0.28-0.35毫米201不锈钢,一分钟30-60冲次,速度不是很快,模具结构也简单的,是做圆形冲头和圆环下模。就是东西比较大,要买直径280的。
当时中山老板想找我买8566模具钢回去使用,硬度做HRC62-63。
但是我告诉他,首先是8566做不到这么高硬度的,其次,他是做低速冲压薄板不锈钢,对韧性要求不高,我建议他用誉辉DC53也足够了。经过考虑,中山老板在9月份的时候下单了2件电渣锻打DC53大圆棒回去使用,硬度定做HRC61-62。
过了2个月,中山老板打电话说,这个DC53确实也挺耐用的,又买了几件直径60、直径100、直径180的DC53,准备把其他冲头和刀口料都换掉。
自从25年钨元素大涨,普通SKH-51、SKH-9高速钢的价格也开始普涨,和冷作模具钢的价格就拉开差距了。一些对耐热、对红硬性要求不高的工况,比如每分钟100冲次以内的不锈钢冲压模具,用DC53就成为一种高性价比的选择。
记得在23年,广东江门的李老板,就遇到过类似的工况。李老板是冲压0.8毫米不锈钢,产品要一次性冲压很多个孔,类似滤网筛网的厨具产品。他们的下模原来用的Cr12和SKD11,感觉耐磨性不好,冲孔刃口很快就磨圆了,毛刺都要立起来。
李老板想改用DC53,当时在江门找不到合适的热处理,所以就找到了我。在8月初,李老板采购了我们直径263*35高的誉辉DC53。后面2年又陆续买了几十件DC53,还包括定做了一些外径415内径240的DC53锻打圆环。
想起这事情,是因为李老板性格也挺活跃的,有一天他在我朋友圈下面留言,怎么没有发他的使用案例出来。所以后来李老板在11月来下单的时候,我就跟李老板聊了几句。
李老板告诉我,他最早用我们誉辉DC53做的冲压凹模,平均寿命有6万-8万冲次,到时间磨一下刀口又可以继续使用。DC53冲压不锈钢确实可以,底孔不容易扩大,不粘粉,耐磨性也好。
DC53是常用的冷作模具钢之一,他的合金成分为Cr8Mo2VSi,碳含量1%。DC53的合金配方经过调整,碳化物偏析的问题比SKD11少,韧性好不容易打裂。而且DC53的钼含量高,做高温回火后依然保持高硬度,他的耐压强度比Cr12和SKD11更好,所以很多做冷压成型的客户也喜欢用DC53。
DC53的韧性比SKD11提高2倍,使用硬度有HRC60-62,高硬度兼备韧性。
市面上的SKH-9、W6高速钢,很多也是按照硬度HRC60-62来热处理的,而且还有可能买到合金含量偏低的非标高速钢,这样普通高速钢的耐磨性和DC53的差距就没有那么明显了,加上现在高速钢涨价,愿意用DC53的老板就更多了。

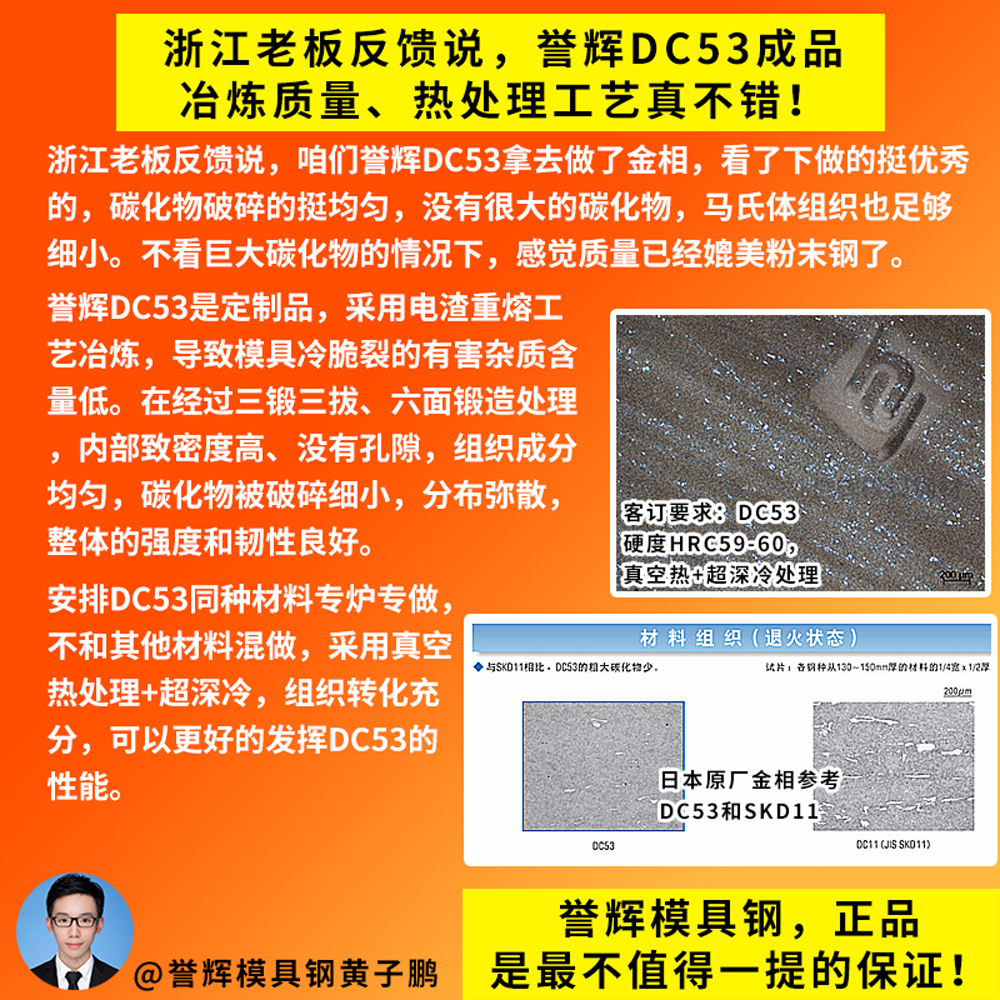
誉辉DC53是定制品,采用电渣重熔工艺冶炼+六面锻造成型,这是进口DC53都不做的工艺。
电渣重熔可以减少钢中容易脆裂的有害杂质,组织致密度高,内部没有孔洞。在经过三锻三拔、六面锻造后,DC53的碳化物颗粒被破碎细小、弥散分布,微观硬度更均匀,耐磨性和韧性更好。
如果是返回我们东莞热处理的,会安排DC53同种材料专炉专做,安排真空热处理+超深冷,模具尺寸稳定不再变形,充分发挥DC53的优越性能。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我发布了435场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
这是我的第1178篇模具钢日记,我已经连续5年在国内和国外的网站上分享我的工作日常。这也是向我的客户表决心,我每天都在正心正念的销售模具钢材,我没有跑路,也绝对不会销售假冒伪劣材料给他,请你放心。
屏幕前的老板如果也有遇到类似的慢速冲压0.3毫米201不锈钢圆片,冲头和刀口不耐磨工况,欢迎你来誉辉模具钢黄子鹏尝试一下。