


液压机切断20Mn2A铁料圆棒9CrSi模具刀口塌陷磨损快,试试DC53好【第1206篇】
山东老板咨询,用液压机给圆棒切断下料的模具刀口,有什么模具钢推荐?是切断20Mn2A铁料,有一个圆形的模芯切刀,现在是用9CrSi做的,整体热处理到HRC52-56的硬度。现在的问题是,切刀使用几天后,就开始从真圆压成椭圆了,切掉一部分继续用,大概20-30天就用烂了,完全报废掉。
顺便山东老板又告诉我,去年他用我们电渣锻打DC53做的链条折弯模具镶件非常耐用,比他之前外购的9CrSi镶件的模具寿命,提高了10倍。【誉辉模具钢黄子鹏日记第1206篇】
我们先看了老板的模具图片,这个模芯切刀是没有崩裂掉块的,就是圆口附近变形严重,有明显的拉丝磨损痕迹。
山东老板说,他这个切刀工作速度不快的,就是下压压力很大,这对模具刀口的抗压强度要求很高。
抗压强度是指模具钢承受静态压力而不变形的能力,这跟模具钢的硬度和合金成分有关。
9CrSi是一款高碳低合金工具钢,合金成分主要是碳含量0.9%,铬和硅含量各1%。由于9CrSi的合金总量比较低,他的耐磨性也就是比碳钢稍微好点,比不上现在常用的冷冲压模具钢。
再一个,是图纸要求的9CrSi热处理硬度不是很高,只有HRC55左右,可能是考虑到切断的圆棒直径较大,对韧性有要求,做了中温回火降低硬度,防止使用过程中崩刃。
在这种条件下,要选择一款刀口强度比9CrSi更高的模具钢,我推荐老板用誉辉DC53模具钢。
DC53的合金成分为Cr8Mo2VSi,碳含量1%。DC53的合金配方经过调整,碳化物偏析问题比常用的Cr12MoV模具钢更少,韧性比Cr12MoV提高2倍,做高硬度切刀也不容易崩裂。
DC53正常淬火+高温回火,使用硬度有HRC60-62。高温回火一方面消除了DC53热处理时产生的内应力,降低后期内部组织转变、导致模具变形和开裂的风险。另一方面可以二次析出细小弥散的碳化物颗粒,增强基体强度和耐磨性。
总的来说,DC53的抗压强度比9CrSi更高,钢中含有的坚硬碳化物数量多,做切刀耐磨性比9CrSi要好得多。
后来我看了一下山东老板的记录。原来,山东老板是24年年底就来咨询了。
他是加工20Mn2和25MnV的链条产品,弯曲成型的模具镶件是用9CrSi做的,用2天时间,模具表面就被压扁了,有明显拉伤。这个折弯镶件,做完焊接修复,撑死了也就用一个星期就得报废。
所以在前年,山东老板开始改用我们誉辉电渣锻打DC53,一个折弯镶件可以用60天时间,模具寿命提高10倍,中途节省了大量的换模具、修模具的时间和费用,车间产能成倍提高。
现在经过1年多时间的试验,工厂技术和师傅对电渣锻打DC53的使用性能都很满意,后续指定采购誉辉DC53制作。
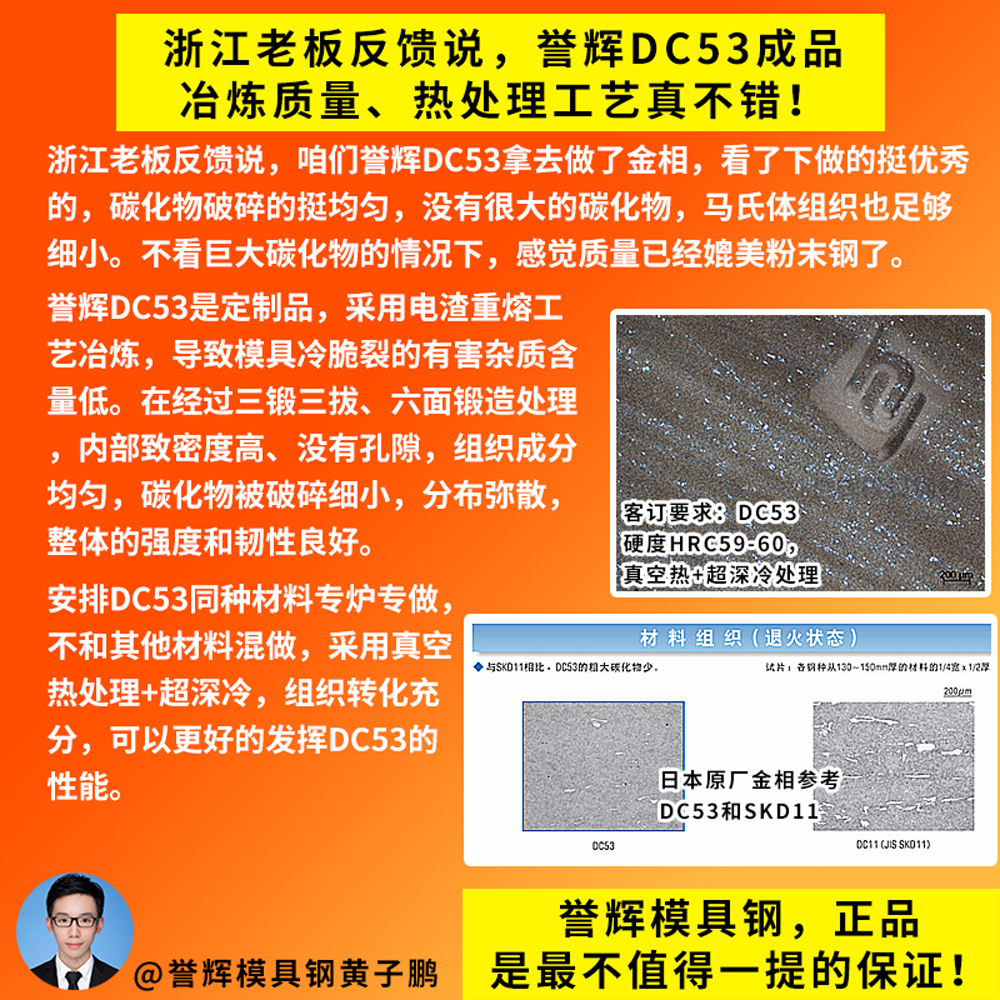
誉辉DC53是定制品,升级采用电渣重熔工艺冶炼,导致模具钢脆裂的有害杂质含量低,这是进口DC53都不做的工艺。
再经过三锻三拔、六面锻造成型,DC53的碳化物被破碎成细小尺寸、分布弥散,整体强度均匀,冲击韧性高。热处理我们有做真空热处理+超深冷,组织转化充分,可以更好发挥DC53的优越性能。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我发布了441场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
这是我的第1206篇模具钢日记,我已经连续5年在国内和国外的网站上分享我的工作日常。这也是向我的客户表决心,我每天都在正心正念的销售模具钢材,我没有跑路,也绝对不会销售假冒伪劣材料给他,请你放心。
屏幕前的老板如果也有遇到类似的液压机切断20Mn2A铁料圆棒9CrSi模具刀口塌陷磨损快工况,欢迎你来誉辉模具钢黄子鹏尝试一下。