


冲压0.5毫米不锈铁成型和落料模具,用Cr12MoV还是DC53模具钢好【第1210篇】
河北赵老板来咨询,他要冲压0.5毫米不锈铁,做成型和落料,模具尺寸比较大的,要用什么模具钢耐磨性好?【誉辉模具钢黄子鹏日记第1210篇】
我回复他,不锈铁一般是指430不锈铁、2Cr13不锈铁这类马氏体不锈钢。如果是退火态的,做软料薄板冲压,用正常的冷冲压模具钢就可以了,比如Cr12MoV,DC53模具钢等等的,模具硬度有HRC58以上,就够用了。
后来河北老板问我,用Cr12MoV和DC53模具钢,大概能冲多少冲次。
他之前有一套类似的模具,用本地买的模具钢,才冲压几千次,刃口部位就磨损很厉害了,产品上都是毛刺。不知道是不是买到假货模具钢,合金元素不够,还是什么原因。
河北老板说,年初的时候,在我们誉辉定做的电渣锻打DC53模具钢,冲压不锈钢,能冲10万次,挺好用的。
关于河北老板说,模具钢合金成分不对的事情,也算是模具钢行业常见的乱象了。比如之前12月18号,我就写过一篇,肇庆老板买Cr12、结果买到了Cr8的事情。
不过在我印象中,就算是买到非标的Cr8或者Cr12MoV,只要模具钢硬度能做到HRC58左右,冲压薄板软料,正常也能做2-3万冲次才对。

也许是他之前的模具钢热处理质量太差,硬度实在太低了,刃口强度不够,冲压时很快就塌边。再加上不锈铁、不锈钢这类原材料容易粘模,铁粉容易堆积在刃口边缘,改变了冲压间隙,也是会导致加速磨损的情况。
实在解决不了,像这种慢速的不锈铁冲压模具,用DC53模具钢是最经济实惠的选择。
跟河北老板介绍完Cr12MoV和DC53模具钢的区别之后,我查了一下记录,原来是今年1月,老板给我发来了CAD图纸,来定做DC53模具钢。
要先帮他打螺丝孔和线割孔,然后直接热处理加硬,再发给他。当时马上要过年了,担心来不及,就直接在东莞这边粗加工了,省的他来回寄。1月15号下单的,21号发出,刚好赶上他用。
没想到今天有意外收获,得到了河北老板的认可,冲压薄板不锈钢,用誉辉的电渣锻打DC53,能冲压10万次,耐磨性不错!
写到这里,让我想起昨天来下单DC53圆棒的天津老板。他的冲压工况也很特别,客户对产品粗糙度和毛刺要求很高,冲头切口不能有很微小的毛刺。
他之前的冲头就是用DC53做的,国产DC53和进口DC53都试过了,但嫌弃里面杂质太多,所以想找有没有质量更好的DC53。他们判断的依据是,冲头磨面翻新后,需要用高倍电镜将刃口部分放大500倍检查,如果刃口有杂质,冲切质量不好,就不能用了。
对于天津老板的这种特殊要求,我当时就觉得有点怪。然后我告诉他,如果市面上的DC53都不能满足你的要求,那就来试一下我们誉辉DC53模具钢吧。
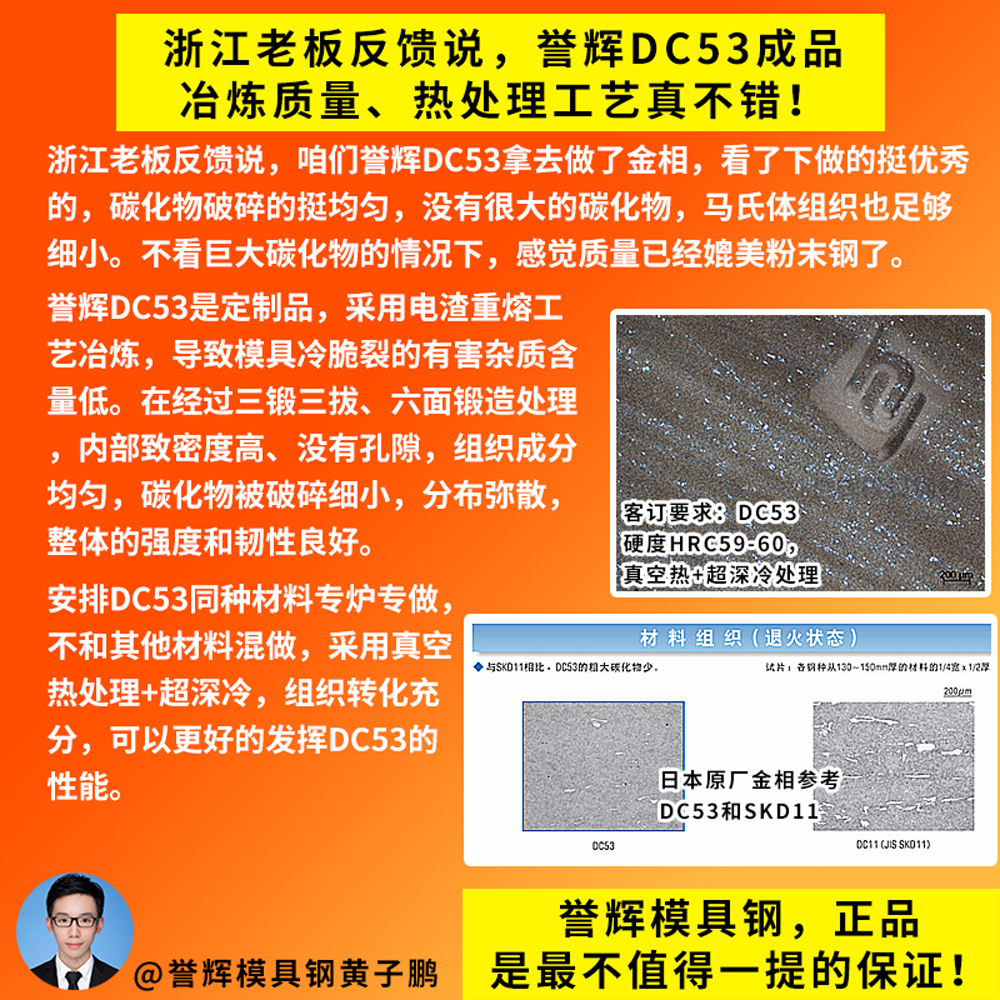
誉辉DC53是定制品,采用电渣重熔工艺冶炼,去除硫化物、氧化物等杂质更加彻底,钢材纯净度更高,这是进口DC53都不做的工艺。在经过三锻三拔、六面锻造成型,碳化物组织被破碎细小、分布弥散,没有合金偏析的问题,整体的强度和韧性均匀。
也是在1月份,天津老板买了直径30到直径60的多件誉辉DC53圆棒回去使用。昨天,天津老板发来消息说,客户验证使用效果挺好的,要指定采购你们誉辉的电渣锻打DC53模具钢。昨天已经切好发出了。
虽然这周已经写了不少DC53的文章,但连续收到好评,灵感来了,人逢喜事精神爽,我又忍不住再写一篇。

我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我发布了442场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
这是我的第1210篇模具钢日记,我已经连续5年在国内和国外的网站上分享我的工作日常。这也是向我的客户表决心,我每天都在正心正念的销售模具钢材,我没有跑路,也绝对不会销售假冒伪劣材料给他,请你放心。
屏幕前的老板如果也有遇到类似冲压0.5毫米不锈铁成型和落料模具,用Cr12MoV还是DC53模具钢好的工况,欢迎你来誉辉模具钢黄子鹏尝试一下。