


冲压3毫米45号钢SKH51高速钢冲头和刀口不耐磨崩刃,试PM4寿命长【第1212篇】
河北模具厂老板咨询,他的客户是冲压3毫米45号钢,冲头和刀口,有什么模具钢耐用点。
了解后得知,他之前模具是用SKD11做的,硬度HRC60,不够耐磨。后来换成硬度HRC62的SKH-51高速钢,也就是冲5-6万次磨损,有时候还会崩刃。
他的客户叫他从广东买些好的模具钢,北方找不到好料子,所以想让我介绍一下。【誉辉模具钢黄子鹏日记第1212篇】
45号钢是中碳钢,碳含量0.45%左右。碳含量高的原材料,对模具的刮花磨损会比较严重,需要用硬度更高、合金含量高的模具钢才耐刮。
按道理来说,硬度HRC62的SKH-51高速钢,他的韧性和硬度HRC60的SKD11是差不多的,应该不容易打崩才对,不知道他是不是买到二手回收的搓丝板来线切割了。
如果SKH-51高速钢打崩了,那常规的高硬度含钴高速钢像SKH-55之类的都没法用了,只能选择粉末高速钢,这里给老板推荐用誉辉PM4粉末高速钢。
PM4是一款高碳高钒型粉末高速钢,其中耐磨元素钒有4%,比SKH-51的钒含量提高2倍,比SKD11提高4倍。钒元素可以合成出硬度最高的碳化物之一,可以成倍的增加模具钢的耐磨性。
PM4的耐磨性比SKH-51高速钢提高2-3倍,使用硬度有HRC64-66,基体强度足够高,又有高钒合金强化,刃口不容易塌边,可以长期保持锋利。
加上PM4经过粉末冶金成型,消除了传统SKH-51高速钢的碳化物偏析问题,内部没有隐裂纹,也就消除了模具不稳定崩裂的根源。热处理我们有安排真空热处理+超深冷,组织转化充分, PM4的韧性和抗崩角性能都比SKH-51高速钢更好。
后来河北老板还是担心模具崩裂的问题,我给他介绍了两种方案。
第一是,先把刀口镶件换成PM4粉末高速钢。一般刀口没有窄边和尖角结构的,是不容易打裂的。
比如我们24年来咨询的上海老板,是精冲冲压4.5毫米20CrMnTi材质,之前他的刀口用过8566模具钢、LD模具钢、DC53模具钢,硬度做到HRC62左右,再加表面涂层加硬。多的时候,刀口也就是打2万次,就磨损掉了。他现在就是换成我们誉辉PM4粉末高速钢做刀口料,寿命翻好几倍。
第二是,我们可以根据需要的尺寸,定做低硬度的PM4粉末高速钢给他做试验,先把几个结构简单的冲头换掉。
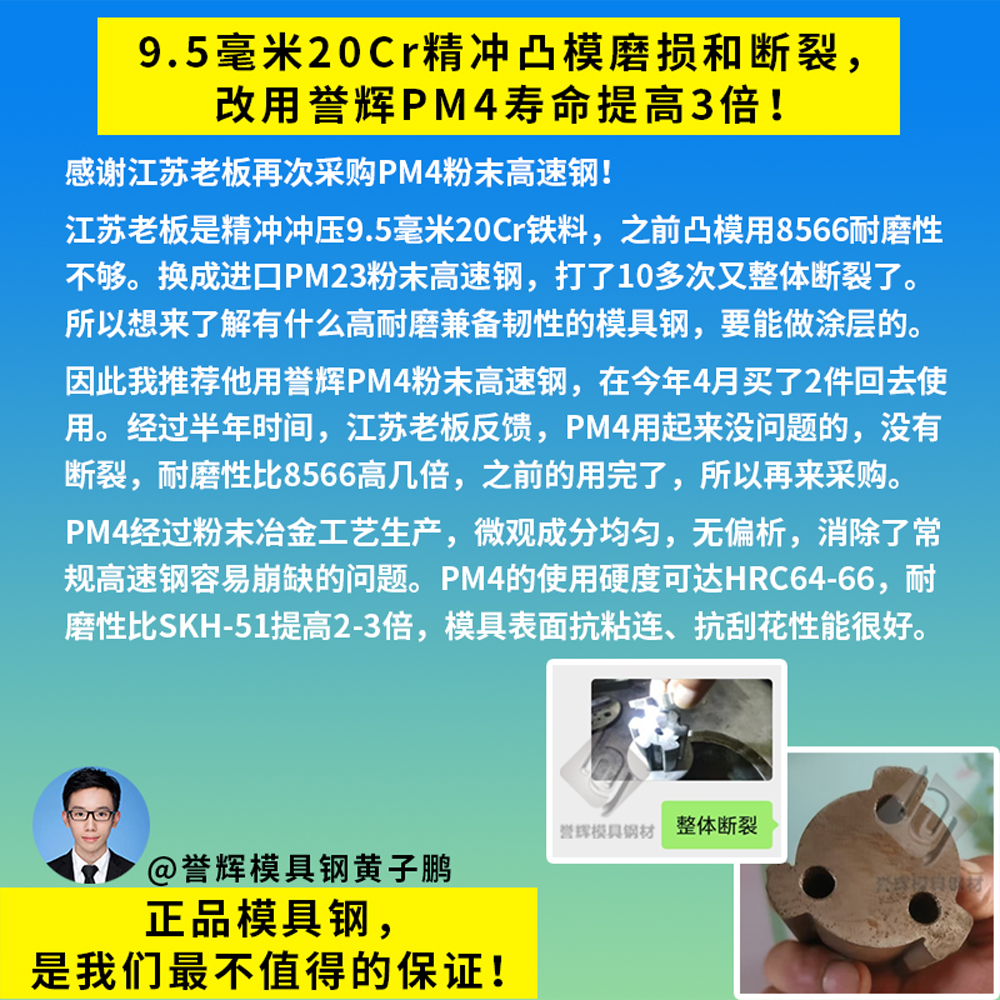
我们江苏老板精冲下料9.5毫米20Cr铁料,凸模容易塌角和刮花起槽。现在换成誉辉PM4粉末高速钢,一次就能打10万件,再修复。再对比冲压3毫米45号钢,PM4的性能肯定是绰绰有余了。
如果你的45号钢冲压模具用SKD11、DC53模具钢、SKH-51高速钢遇到不耐磨的问题,花点小钱,来试一下PM4粉末高速钢吧!
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我发布了442场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
这是我的第1212篇模具钢日记,我已经连续5年在国内和国外的网站上分享我的工作日常。这也是向我的客户表决心,我每天都在正心正念的销售模具钢材,我没有跑路,也绝对不会销售假冒伪劣材料给他,请你放心。
屏幕前的老板如果也有遇到类似的冲压3毫米45号钢SKH51高速钢冲头和刀口不耐磨崩刃工况,欢迎你来誉辉模具钢黄子鹏尝试一下。