


深孔热锻压力机慢速热挤压拉伸冲头容易塌边磨损,用8433模具钢好【第1249篇】
河北老板说,热锻拉伸的冲头,用你们誉辉8433模具钢和8566模具钢,就是耐用!其他模具钢都做不了的工况,被你们解决了!【誉辉模具钢黄子鹏日记第1249篇】
河北老板是我2023年就开始合作的老客户了。今天河北老板要来采购8433模具钢,准备做热锻模具的底模使用。之前他用H13时,模具有凹陷变形问题,所以准备用耐高温性能很好的8433模具钢试模。
因为上个月,河北老板就买了我们8433模具钢做冲头,所以我就跟他聊了起来,问问最近的使用情况如何。
了解后得知,河北老板做的锻件重量都比较大,都是按公斤的,用压力机慢速成型。原来他们锻件,是只做热镦扁出大头,产品要做的内孔很深有100多高,以前是锻不出来的,因为没有合适的模具钢来做冲头,都极其容易报废。
所以前两年他们都是用机加工钻内孔,一件要加工一天时间。
经过1年时间的工艺优化,加上不同模具钢来测试性能,现在已经顺利改用热锻挤压工艺,把内孔直接成型了,后续再精车一下就OK。这样加工速度提高5倍,原材料费用和加工费用,那更是省的一大截。
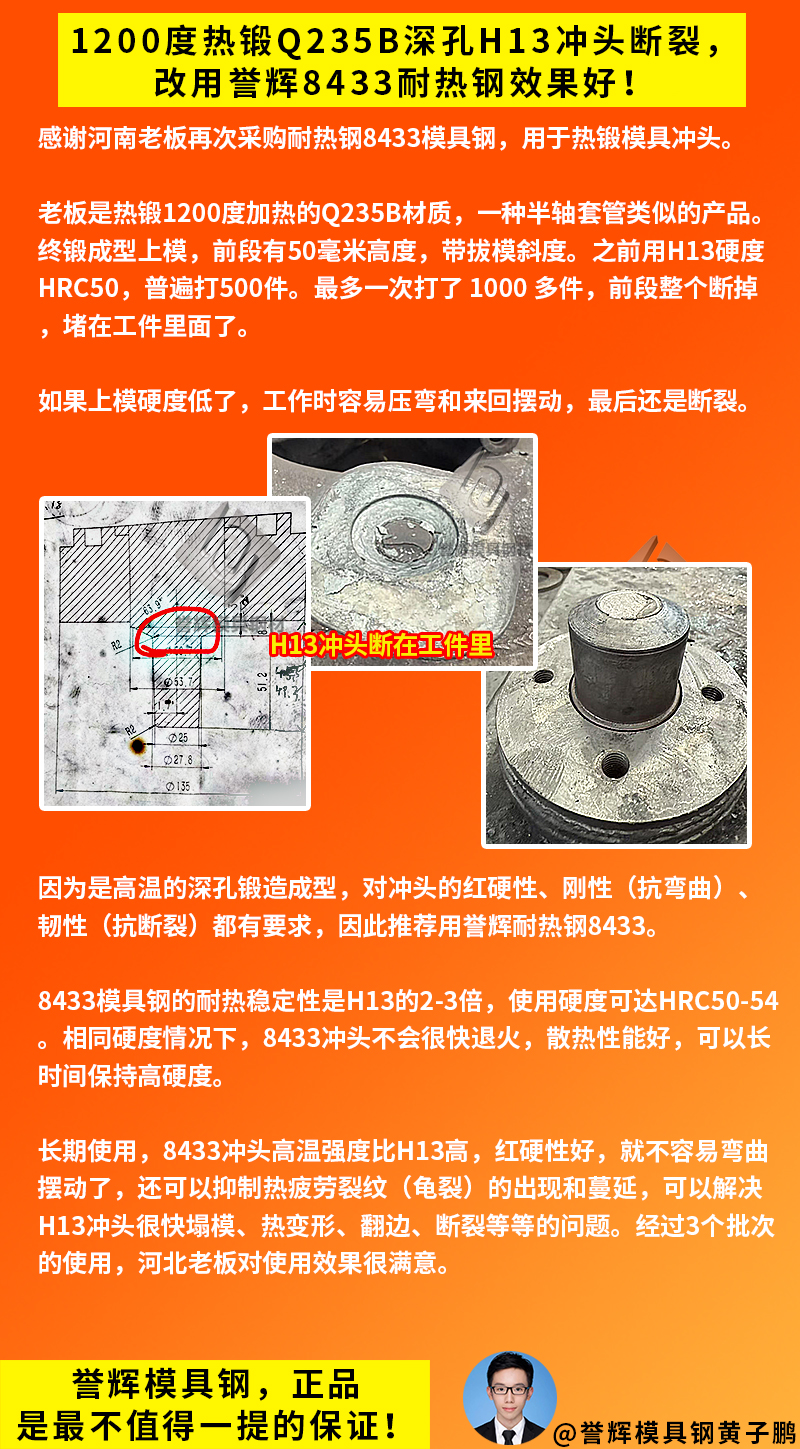
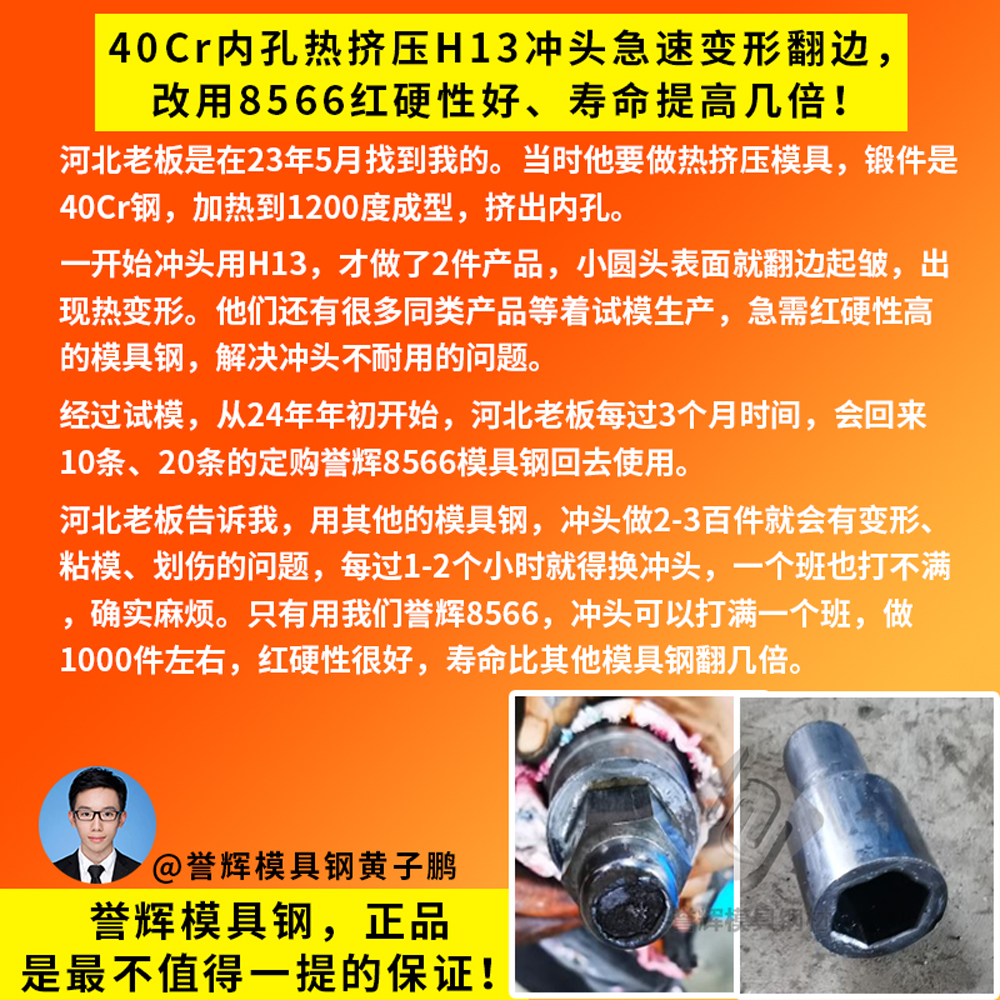
这个内孔要经过多步热挤压拉伸,成型时间要2-3秒再脱模,冲头表面都热红了。所以冲头问题点也特别多,有的容易退火塌模,有的磨损太快,有的龟裂了。
现在经过测试,预挤压冲用8566模具钢,打10000件之后,冲头都跟新模一样,状态好好的,表面很光亮,估计能打10万次寿命。
深孔挤压的换上8433模具钢,配合水冷却,干4000模次没有问题,寿命已提高4倍。除了冲头圆角处有正常的磨损,没有粘模和龟裂的情况。而且这冲头还能修修接着用,还能再打4000次。这还只是靠模具钢本体,没有做涂层的。
看到这个华丽的数据,我已经目瞪口呆了。我问河北老板说,这是真的吗?我怕不是在做梦吧。但是当我亲眼看到客户接着发来的模具图片,承受这么高温的热挤压成型冲头,表面还有这光洁度,我只能说,这工艺控制太牛逼了。
热锻模具真就是这样复杂。有时候客户反馈,效果好的上天,我高兴的要死,想亲自跑去现场看。有时候又用得很差,被客户说的我怀疑人生,打击的无地自容,怀疑是不是自己真的搞错了。热锻模具是让我又爱又恨。
配合做热锻模具的老板选材,我真是费劲脑汁,生怕错过一个要点导致模具报废。还好,前途还是光明的。
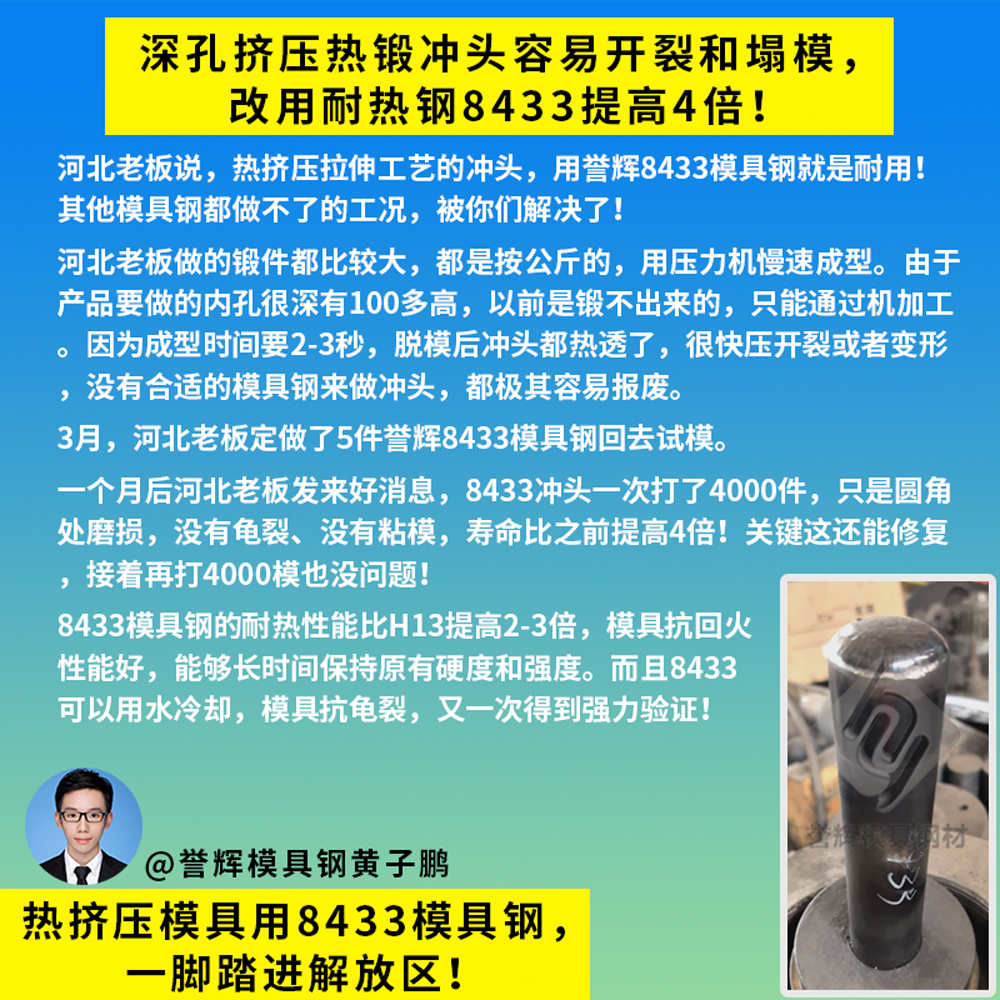
8433模具钢的耐热性能是H13的2-3倍,抗回火性能好,模具能够长时间保持原有强度和硬度。8433模具钢的使用硬度有HRC50-54,而且兼备韧性不易打裂,工作时可以用水冷却。8433模具钢适合用来解决热锻模具容易热疲劳开裂、热龟裂严重的问题。
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我发布了453场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
这是我的第1249篇模具钢日记,我已经连续5年在国内和国外的网站上分享我的工作日常。这也是向我的客户表决心,我每天都在正心正念的销售模具钢材,我没有跑路,也绝对不会销售假冒伪劣材料给他,请你放心。
屏幕前的老板如果也有遇到类似的深孔热锻压力机慢速热挤压拉伸冲头容易塌边磨损工况,欢迎你来誉辉模具钢黄子鹏尝试一下。