


1毫米304不锈钢冲压尖角SKH51刀口镶件磨损快,试试PM4粉末高速钢【第1267篇】
浙江老板咨询,能不能定做硬度HRC62的8566模具钢?了解后得知,他现在是冲压1毫米304不锈钢,是普通料不硬的。模具工作时是有加乳化液的,每分钟冲速70次,模具有发热的现象。【誉辉模具钢黄子鹏日记第1267篇】
现在的问题是刀口磨损快,产品披锋很大。之前用过SKH-51高速钢,冲2万就毛刺很大了。后面还用过粉末高速钢ASP23,单次能打8万,然后打崩角了,导致刀口无法修复后再次利用。
了解完老板的模具工况后,老板把图片发来给我看了,产品挺小的,左右边上有1.5宽的尖角,是这里的刀口打崩了。就这么一个小件,经常要修刀口,很浪费时间,所以老板想找好的模具钢,一次性解决问题。
下面进入正式分析。每分钟冲速70次,按道理速度不是很快的,又有放油冲压,模具发热应该不会很严重。当然,考虑到高温对模具的影响,我们还是尽量选择用高速钢来做刀口。
因为老板之前已经在用SKH-51高速钢了,冲压2万次就磨损,这个寿命确实也打的少。而8566模具钢根本做不到HRC62的硬度,所以就不考虑用8566模具钢了。
也许是老板的产品尖角太小,对毛刺要求高,剪切质量要很好,这对模具钢的耐磨性和韧性都有很高要求,因此,用粉末高速钢是最合适的。
首先,粉末高速钢都是含钨的,耐热性能好,不怕你冲速快导致发热。再就是粉末高速钢的合金总量高,耐磨性比SKH-51更好,保证了刀口的耐用性。
而且粉末高速钢经过先进的粉末雾化工艺处理,消除了传统SKH-51高速钢的碳化物偏析问题,内部缺陷少,抗崩角性能比SKH-51更好。
再结合分析之前老板用的ASP23有打崩的问题。其实,ASP23的韧性是比SKH-51高速钢要好的,现在打崩掉了,原因有很多。可能是买到了冶炼质量不过关的仿制品,内部有合金偏析的问题;也可能是热处理硬度做太高了,导致崩缺。
所以,最稳妥的解决办法,就是按自己尺寸定做一件,给他热处理硬度调低到HRC62左右,这样又省钱,又非常耐用。我建议他改用誉辉PM4粉末高速钢。
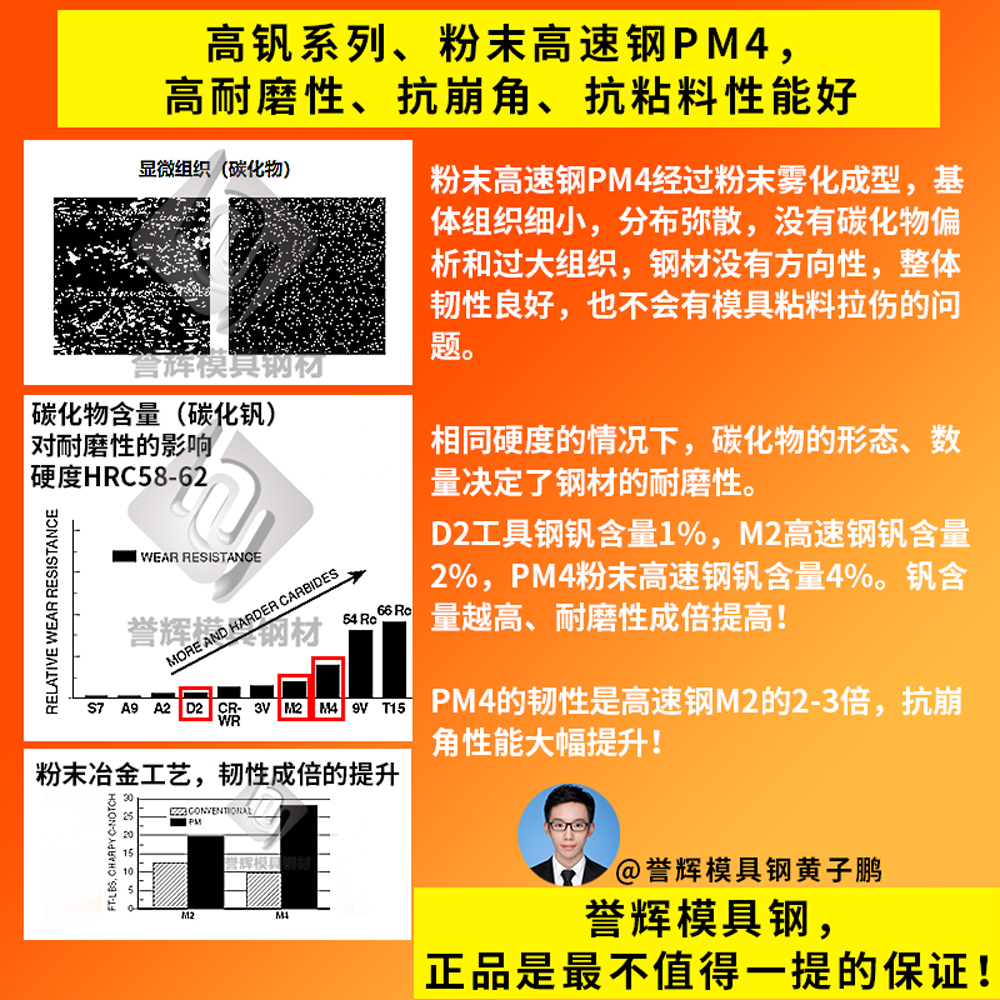
PM4是一款高碳高钒型粉末高速钢,耐磨钒合金有4%,比SKH-51的钒含量提高2倍,比D2提高4倍。钒合金是硬度最高的碳化物之一,可以成倍的增加钢材的耐磨性,刃口可以长期保持锋利。
PM4的使用硬度可达HRC64-66,刃口强度高不易塌边和变形,耐磨性比SKH-51提高2-3倍,模具表面抗刮花、抗粘连性能好。热处理我们有安排真空热处理+超深冷,PM4同种材料专炉专做,是可以接受定做尺寸和硬度的。
目前我们老板冲压SPCC铁料、不锈钢、合金钢等材质,冲压模具、切边模具遇到了很快磨损的问题,改用誉辉PM4粉末高速钢之后,都是好评!
我是誉辉模具钢黄子鹏,来自东莞寮步。在最近3年时间,我发布了457场现场直播,分享模具选材和使用的经验,帮助了1628家企业解决模具钢方面的问题。
誉辉模具钢,三个世界500强企业都在用,京瓷公司连续7年采购。正品模具钢,是我们最不值得一提的保证。
这是我的第1267篇模具钢日记,我已经连续5年在国内和国外的网站上分享我的工作日常。这也是向我的客户表决心,我每天都在正心正念的销售模具钢材,我没有跑路,也绝对不会销售假冒伪劣材料给他,请你放心。
屏幕前的老板如果也有遇到类似1毫米304不锈钢冲压尖角SKH51刀口镶件磨损快的工况,欢迎你来誉辉模具钢黄子鹏尝试一下。
#不锈钢冲压 #尖角崩裂 #刀口镶件磨损 #SKH51高速钢 #PM4粉末高速钢 #下料 #切边模 #8566模具钢 #ASP23